
技术摘要:
本发明提供的一种注塑机的自动锁模力控制方法,包括获取用户输入的锁模力信息,根据锁模力信息在预设锁模力曲轴对应表中计算出微开位置;控制注塑机启动合模动作,当合模动作停止时,判断曲轴是否完全伸直,若是则执行微开模处理步骤,若否,则对注塑机进行位置调整处 全部
背景技术:
锁模力作为注塑机的一个重要性能指标,重复精确的锁模力控制是注塑机成型的 关键。传统注塑机的锁模力调整大多依托人为的方式进行,调机人员通过手动操作的方式, 观察机器机绞锁直瞬间的压力表状态进行锁模力的估算。此方式要求调机人员有一定的技 能和经验,手动的操作方式,无法保障每次的锁模力的一致性。 因此,现有的锁模力的控制方法无法保障每次的锁模力的一致性,精准度不高。
技术实现要素:
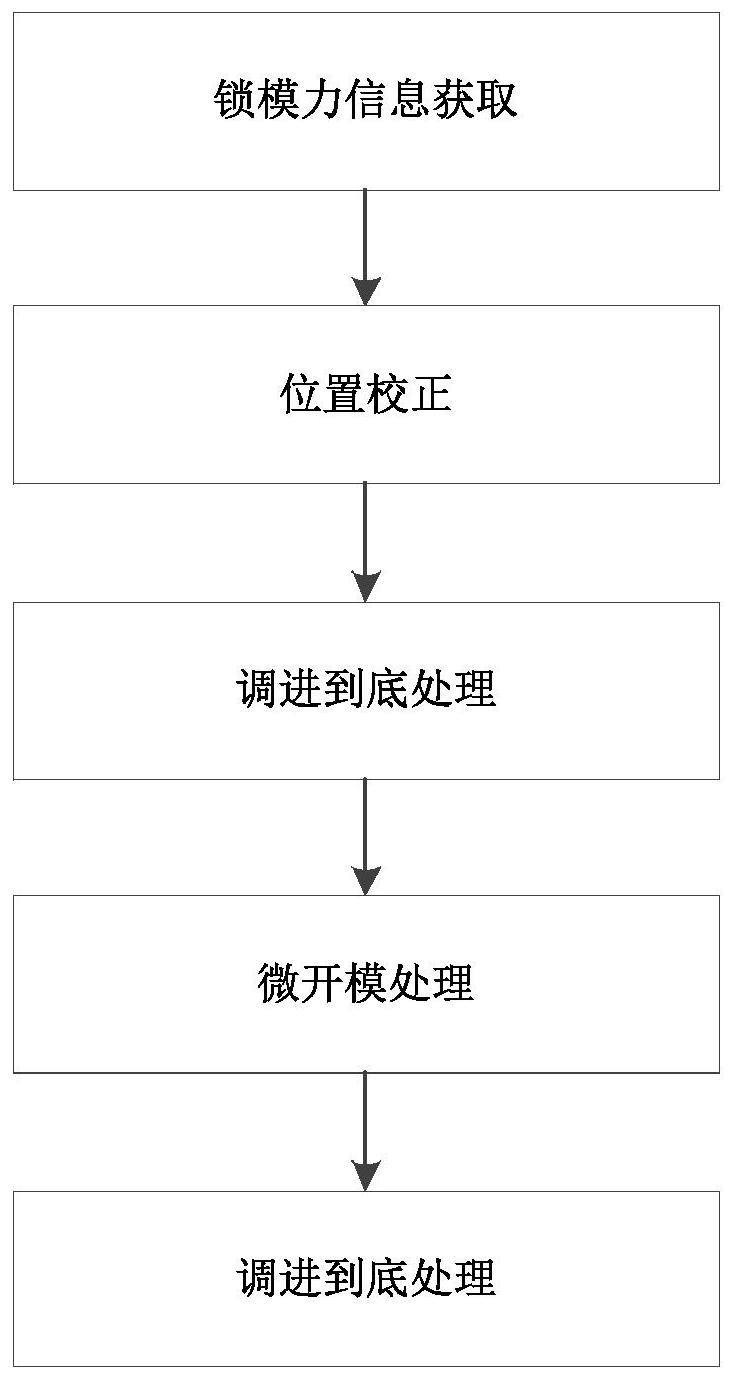
为了克服现有技术的不足,本发明的目的之一在于提供一种注塑机的自动锁模力 控制方法,其能解决现有的锁模力的控制方法无法保障每次的锁模力的一致性,精准度不 高的问题。 本发明的目的之二在于提供一种电子设备,其能解决现有的锁模力的控制方法无 法保障每次的锁模力的一致性,精准度不高的问题。 本发明的目的之三在于提供一种计算机可读存储介质,其能解决现有的锁模力的 控制方法无法保障每次的锁模力的一致性,精准度不高的问题。 本发明的目的之一采用以下技术方案实现: 一种注塑机的自动锁模力控制方法,所述控制方法应用于包括曲轴的全电动类型 的注塑机,包括以下步骤: 锁模力信息获取,获取用户输入的锁模力信息,根据所述锁模力信息在预设锁模 力曲轴对应表中计算出微开位置; 位置校正,控制注塑机启动合模动作,当所述合模动作停止时,判断曲轴是否完全 伸直,若是则执行微开模处理步骤,若否,则对注塑机进行位置调整处理; 微开模处理,将所述微开位置作为微开行程,根据所述微开行程控制注塑机执行 微开模动作。 进一步地,所述位置校正具体为:控制注塑机启动合模动作,当所述合模动作停止 时,判断曲轴是否完全伸直,若是,则执行微开模处理步骤,若否,则根据预设调退距离将注 塑机进行位置调退处理,返回执行所述位置校正步骤。 进一步地,在曲轴完全伸直之后以及所述微开模处理之前还包括调进到底处理, 控制注塑机执行调进动作,并实时获取外部接近开关的当前脉冲数值,根据所述当前脉冲 数值判断是否调进到位,若未调进到位,继续控制注塑机执行调进动作,若调进到位,则结 束执行调进动作。 进一步地,所述根据所述当前脉冲数值判断是否调进到位具体为:将所述当前脉 冲数值与前一刻的脉冲数值比较是否增长,若是,则未调进到位,若否,则控制注塑机在预 3 CN 111590840 A 说 明 书 2/3 页 设稳态时间内停止调进动作,并判断在预设稳态时间内的所述当前脉冲数值是否增长,若 否,则调进到位,若是,则未调进到位。 进一步地,所述预设稳态时间为10秒。 进一步地,所述微开模处理之后还包括调进到底处理,控制注塑机执行调进动作, 并实时获取外部接近开关的当前脉冲数值,根据所述当前脉冲数值判断是否调进到位,若 未调进到位,继续控制注塑机执行调进动作,若调进到位,则结束执行调进动作。 本发明的目的之二采用以下技术方案实现: 一种电子设备,包括:处理器; 存储器;以及程序,其中所述程序被存储在所述存储器中,并且被配置成由处理器 执行,所述程序包括用于执行本申请的一种注塑机的自动锁模力控制方法。 本发明的目的之三采用以下技术方案实现: 一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执 行本申请的一种注塑机的自动锁模力控制方法。 相比现有技术,本发明的有益效果在于:本申请中的一种注塑机的自动锁模力控 制方法,包括锁获取用户输入的锁模力信息,根据锁模力信息在预设锁模力曲轴对应表中 计算出微开位置;控制注塑机启动合模动作,当合模动作停止时,判断曲轴是否完全伸直, 若是则执行微开模处理步骤,若否,则对注塑机进行位置调整处理;将微开位置作为微开行 程,根据微开行程控制注塑机执行微开模动作。通过根据用户输入的锁模力信息对注塑机 进行自动锁模力控制,减少人为干预等因素,可以保障自动调模的锁模力一致性,有效保障 全电动注塑机的锁模力重复精度,提升注塑机的关键性能。 上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段, 并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。 本发明的











