
技术摘要:
本发明公开了一种自动化设备控制装置及方法,该装置包括:零件型号识别模块,用于识别待安装零件的型号信息;车辆型号识别模块,用于识别待加工车辆的第一车辆型号信息;生产管理系统模块,用于识别待加工车辆的第二车辆型号信息;警报模块,用于发出警报;控制器,用 全部
背景技术:
随着劳动成本的不断提高,汽车制造生产线的自动化设备越来越多。在总装车间, 由于汽车零件规格派生较多,并且,同一条生产线可以进行多款式车型甚至不同车型混合 生产,容易发生将型号不匹配的零件安装在车辆上的情况,从而影响生产质量,因此,亟需 一种自动化设备控制装置及方法来避免零件错装的情况发生。
技术实现要素:
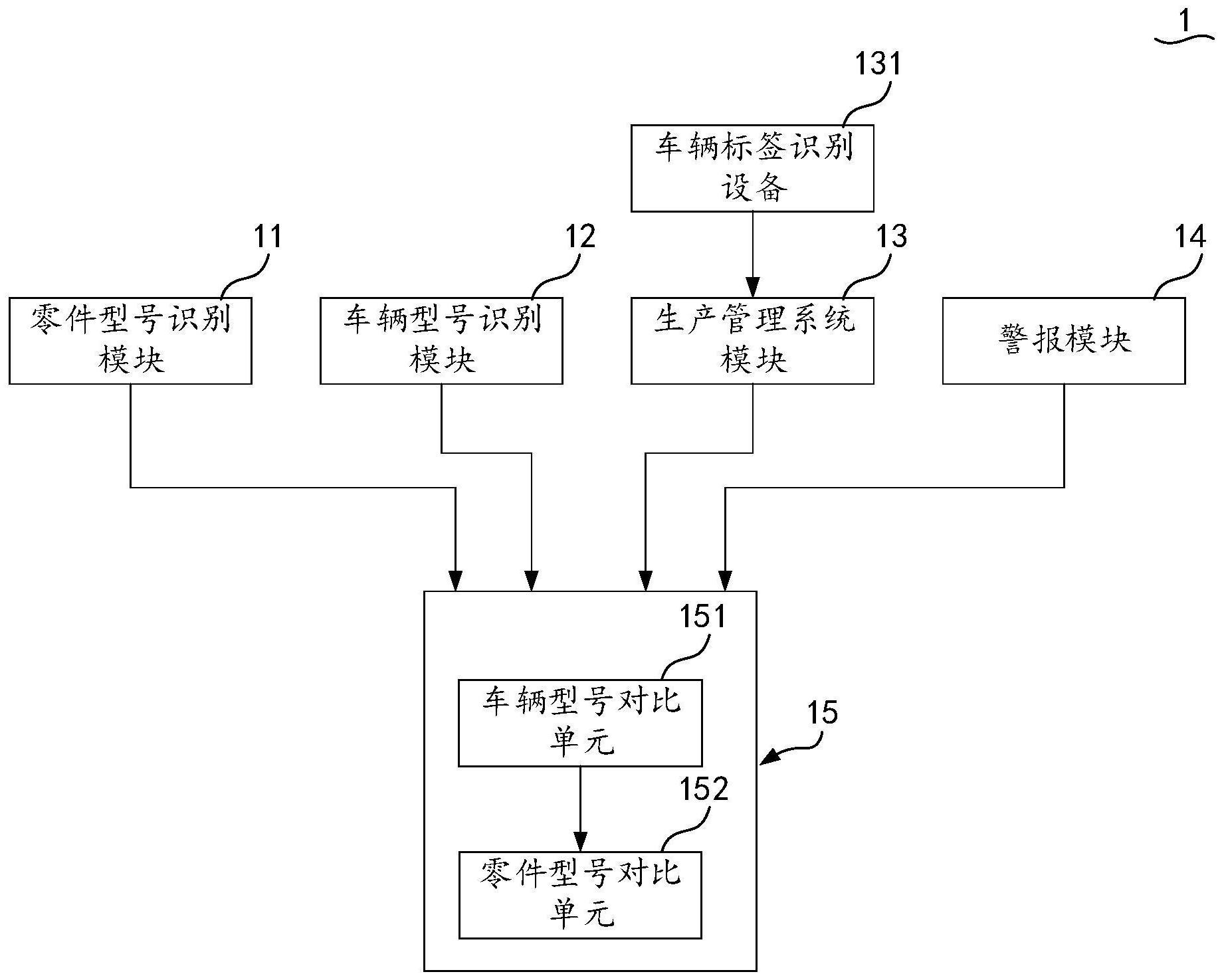
本发明实施例提供一种自动化设备控制装置及方法,能有效解决现有技术中零件 错装的问题。 本发明一实施例提供一种自动化设备控制装置,包括: 零件型号识别模块,用于识别待安装零件的型号信息; 车辆型号识别模块,用于获取装配区域上的待加工车辆的图像,并对所述待加工 车辆的图像进行图像识别,得到所述待加工车辆的第一车辆型号信息; 生产管理系统模块,用于通过车辆标签识别设备对所述待加工车辆上安装的标签 进行识别,得到所述待加工车辆的第二车辆型号信息; 警报模块,用于发出警报; 控制器;其中,所述控制器包括: 车辆型号对比单元,用于判断所述车辆型号识别模块识别到的第一车辆型号信息 与所述生产管理系统模块识别到的第二车辆型号信息是否一致,若是,则触发零件型号对 比单元,若否,则控制自动化设备停止作业,并触发所述警报模块; 所述零件型号对比单元,用于根据预置的车辆型号信息与零件型号信息的对应关 系,确定所述第一车辆型号信息对应的零件型号信息,并判断所述零件型号识别模块识别 到的所述待安装零件的型号信息与所述第一车辆型号信息对应的零件型号信息是否一致, 若是,则控制所述自动化设备将所述待安装零件装配至所述待加工车辆,若否,则控制所述 自动化设备停止作业,并触发所述警报模块。 作为上述方案的改进,所述零件型号识别模块为零件标签识别设备; 所述零件型号识别模块具体用于: 对所述待安装零件上安装的标签进行识别,得到所述待安装零件的型号信息。 作为上述方案的改进,所述待安装零件上安装的标签的类型包括图形码和RFID标 签;其中,所述图形码包括二维码和条形码; 当待安装零件上安装的标签的类型为图形码时,所述零件型号识别模块为图形码 读取设备; 当待安装零件上安装的标签的类型为RFID标签时,所述零件型号识别模块为RFID 4 CN 111610762 A 说 明 书 2/6 页 读写器。 作为上述方案的改进,所述车辆型号识别模块包括若干个图像采集单元和车型识 别单元; 所述若干个图像采集单元,用于采集装配区域上的待加工车辆的若干侧图像; 所述车型识别单元,用于对所述若干个图像采集单元采集到的所述待加工车辆的 若干侧图像进行特征提取,得到每一侧图像的特征信息,并根据所述每一侧图像的特征信 息,识别所述待加工车辆对应的第一车辆型号信息。 作为上述方案的改进,所述待加工车辆上安装的标签的类型包括图形码和RFID标 签;其中,所述图形码包括二维码和条形码; 当待加工车辆上安装的标签的类型为图形码时,所述车辆标签识别设备为图形码 读取设备; 当待加工车辆上安装的标签的类型为RFID标签时,所述车辆标签识别设备为RFID 读写器。 作为上述方案的改进,所述警报模块与所述自动化设备的显示屏连接; 所述警报模块具体用于: 将警报信息发送至所述自动化设备的显示屏进行显示。 作为上述方案的改进,所述控制器与所述生产管理系统模块通过CC-LINK IE光纤 连接。 本发明另一实施例提供一种自动化设备控制方法,应用于如上任意一项所述自动 化设备控制装置,包括: 判断所述车辆型号识别模块识别到的第一车辆型号信息与所述生产管理系统模 块识别到的第二车辆型号信息是否一致,若是,则进入下一步,若否,则控制自动化设备停 止作业,并控制所述警报模块发出警报; 根据预置的车辆型号信息与零件型号信息的对应关系,确定所述第一车辆型号信 息对应的零件型号信息,并判断所述零件型号识别模块识别到的所述待安装零件的型号信 息与所述第一车辆型号信息对应的零件型号信息是否一致,若是,则控制所述自动化设备 将所述待安装零件装配至所述待加工车辆,若否,则控制所述自动化设备停止作业,并控制 所述警报模块发出警报。 与现有技术相比,本发明实施例公开的自动化设备控制装置及方法,通过零件型 号识别模块识别待安装零件的型号信息;通过车辆型号识别模块获取装配区域上的待加工 车辆的图像,并对所述待加工车辆的图像进行图像识别,得到所述待加工车辆的第一车辆 型号信息;通过生产管理系统模块用车辆标签识别设备对所述待加工车辆上安装的标签进 行识别,得到所述待加工车辆的第二车辆型号信息;通过控制器的车辆型号对比单元判断 所述第一车辆型号信息与所述第二车辆型号信息是否一致,若否,则控制自动化设备停止 作业,并触发警报模块以发出警报,若是,则通过所述控制器的零件型号对比单元根据预置 的车辆型号信息与零件型号信息的对应关系,确定所述第一车辆型号信息对应的零件型号 信息,并判断所述待安装零件的型号信息与所述第一车辆型号信息对应的零件型号信息是 否一致,若是,则控制所述自动化设备将所述待安装零件装配至所述待加工车辆,若否,则 控制所述自动化设备停止作业,并触发所述警报模块以发出警报。本发明实施例能够实现 5 CN 111610762 A 说 明 书 3/6 页 装配信息的多重确认,在装配信息不匹配时控制自动化设备停止作业并发出警报以提醒作 业人员进行确认,因此能有效解决现有技术中将型号不匹配的零件安装在车辆上这一问 题,从而提高自动化设备的装配准确性,提高生产质量。 附图说明 图1是本发明一实施例提供的一种自动化设备控制装置的结构示意图。 图2是本发明一实施例提供的一种自动化设备控制方法的流程示意图。











