
技术摘要:
本申请提供一种焊接偏差确定方法、装置、电子设备及存储介质,所述方法包括:获取待焊接件上需要进行焊接的各条焊缝的理论焊接点;对所述各条焊缝进行寻位,得到多个寻位点的坐标;根据所述多个寻位点的坐标,对所述各条焊缝的理论焊接点进行修正,得到所述各条焊缝的 全部
背景技术:
在焊接机器人工作站中,由于待焊接件之间的拼接误差、定位精度低等问题,通常 会导致待焊接件发生10mm范围的偏移,继而导致无法根据理论焊接点对焊接件进行正确地 焊接。
技术实现要素:
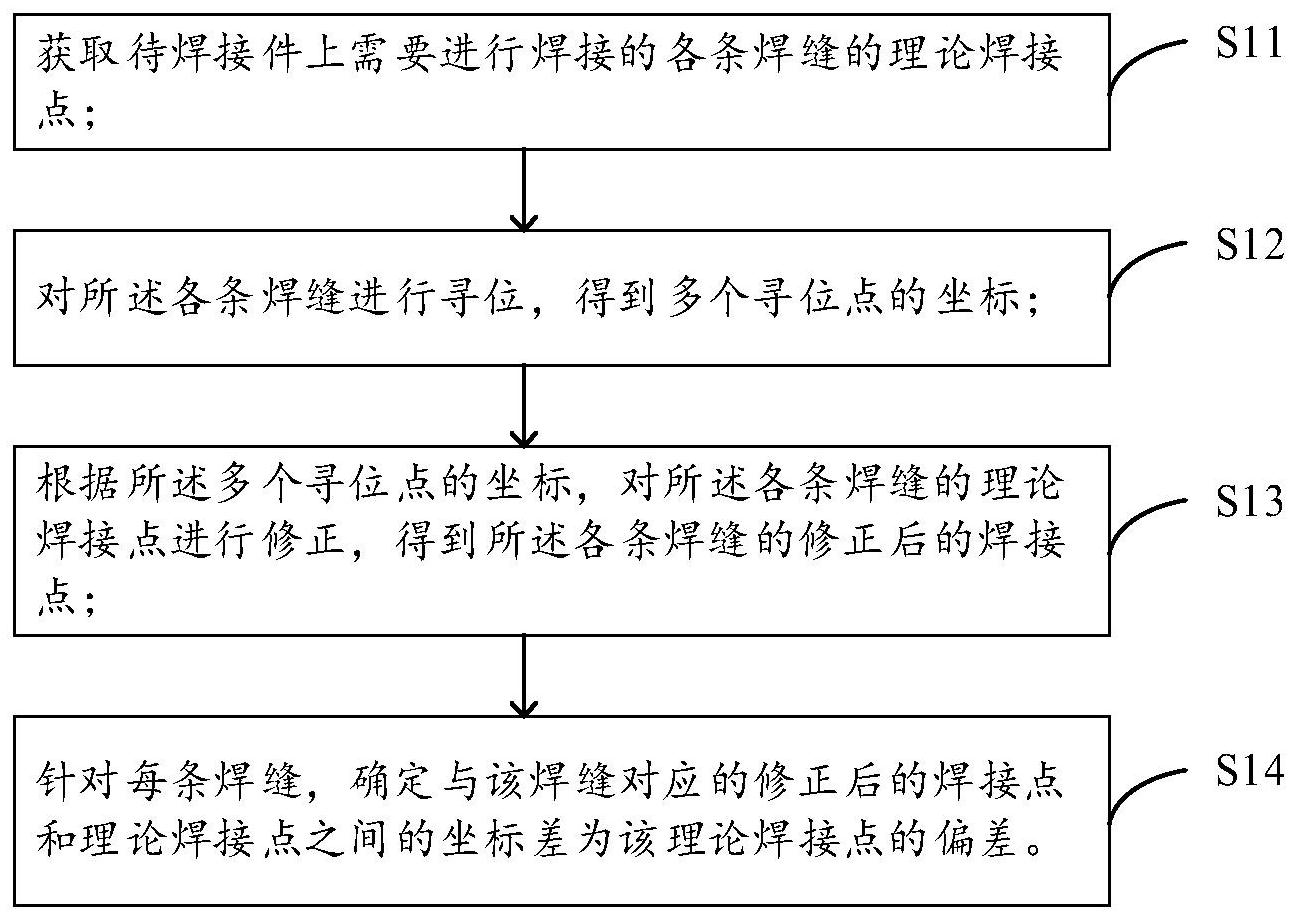
鉴于此,本申请实施例的目的在于提供一种焊接偏差确定方法、装置、电子设备及 存储介质,以确定出焊接时存在的焊接偏差,继而能根据焊接偏差对待焊接件进行正确地 焊接。 第一方面,本申请实施例提供一种焊接偏差确定方法,所述方法包括:获取待焊接 件上需要进行焊接的各条焊缝的理论焊接点;对所述各条焊缝进行寻位,得到多个寻位点 的坐标;根据所述多个寻位点的坐标,对所述各条焊缝的理论焊接点进行修正,得到所述各 条焊缝的修正后的焊接点;针对每条焊缝,确定与该焊缝对应的修正后的焊接点和理论焊 接点之间的坐标差为该理论焊接点的偏差。 在上述实现过程中,在对待焊接件进行焊接之前,通过对待焊接件上的各条焊缝 进行寻位,以根据寻位点的坐标对各条焊缝的理论焊接点进行修正,得到修正后的坐标,继 而针对每条焊缝,确定与该焊缝对应的修正后的焊接点和理论焊接点之间的坐标差为该理 论焊接点的偏差,继而保证后续在焊接时,能根据焊接偏差对待焊接件进行正确地焊接。 基于第一方面,在一种可能的设计中,若所述待焊接件有至少两个待焊接的单元 格,所述获取待焊接件上需要进行焊接的各条焊缝的理论焊接点,包括:针对每个待焊接的 单元格,获取该待焊接的单元格上需要进行焊接的各条焊缝的理论焊接点;其中,所述对所 述各条焊缝进行寻位,得到多个寻位点的坐标,包括:对所述至少两个待焊接的单元格上的 各条焊缝进行寻位,得到所述多个寻位点的坐标。 由于工件在下料以及组对过程中点焊挤压导致车厢板变形,以至于模型和实物出 现偏差,以模型中焊缝的相对关系进行反推实物的焊缝的相对关系不再适用,因此,在上述 实现过程中,若待焊接件有至少两个待焊接的单元格,则需获取每个待焊接的单元格上的 各条焊缝的理论焊接点,以及对每个待焊接的单元格上的各条焊缝进行寻位,以得到多个 寻位点坐标,继而利用所述多个寻位点坐标对各个理论焊接点进行修正,得到各个理论焊 接点对应的焊接偏差。 基于第一方面,在一种可能的设计中,所述根据所述多个寻位点的坐标,对所述各 条焊缝的理论焊接点修正,得到所述各条焊缝的修正后的焊接点,包括:根据Z轴坐标的值 大小,对所述多个寻位点、所述各条焊缝的理论焊接点进行分类,得到上部寻位点、底部寻 4 CN 111596613 A 说 明 书 2/12 页 位点、上部理论焊接点、底部理论焊接点;根据所述上部寻位点,对所述上部理论焊接点进 行修正,得到所述各条焊缝的修正后的上部焊接点;根据所述底部寻位点,对所述底部理论 焊接点进行修正,得到所述各条焊缝的修正后的底部焊接点。 在上述实现过程中,由于底部寻位点、底部理论焊接点、上部理论焊接点和上部寻 位点之间的位置关系,底部寻位点只适用于对底部理论焊接点进行修正,上部寻位点只适 用于对上部理论焊接点进行修正,因此,为了降低运算量,继而根据Z轴坐标的值大小,对所 述多个寻位点、所述各条焊缝的理论焊接点进行分类,继而利用底部寻位点对底部理论焊 接点进行修正,利用上部寻位点对上部理论焊接点进行修正,无需利用全部寻位点对底部 理论焊接点进行修正,也无需利用全部寻位点对上部理论焊接点进行修正,继而在保证焊 接误差的准确性的同时,降低运算量。 基于第一方面,在一种可能的设计中,所述根据所述底部寻位点,对所述底部理论 焊接点进行修正,得到所述各条焊缝的修正后的底部焊接点,包括:按照预先确定的各底部 寻位点对应的寻位方向,分别在X轴正方向、X轴负方向、Y轴正方向和Y轴负方向确定出至少 两个第一底部寻位点;针对所述X轴正方向、所述X轴负方向、Y轴正方向和Y轴负方向中的每 个方向,利用与该方向对应的至少两个第一底部寻位点,确定出一条直线方程;针对所述底 部理论焊接点中的每个底部理论焊接点,从所述X轴正方向和所述X轴负方向对应的直线方 程中,确定出与该底部理论焊接点距离最近的第一直线方程;将该底部理论焊接点的y轴坐 标值输入所述第一直线方程,得到所述修正后的底部焊接点的x轴坐标和第一z轴坐标;从 所述Y轴正方向和所述Y轴负方向对应的直线方程中,确定出与该底部理论焊接点距离最近 的第二直线方程;将该底部理论焊接点的x轴坐标值输入所述第二直线方程,得到所述修正 后的底部焊接点的y轴坐标和第二z轴坐标;从所述第一直线方程和所述第二直线方程中, 确定出与该底部理论焊接点距离最近的直线方程;根据所述第一z轴坐标和所述第二z轴坐 标,确定与所述距离最近的直线方程对应的z轴坐标为所述修正后的底部焊接点的z轴坐 标。 在上述实现过程中,针对X轴正方向、X轴负方向、Y轴正方向和Y轴负方向中的每个 方向,利用与该方向对应的至少两个第一底部寻位点,确定出一条直线方程,并通过在X轴 方向对应的直线方程中确定出与底部理论焊接点最近的第一直线方程,并将该底部理论焊 接点的y轴坐标值输入所述第一直线方程,以准确地对底部理论焊接点的x轴坐标进行修 正,以及在Y轴方向对应的直线方程中确定出与底部理论焊接点最近的第二直线方程,并将 该底部理论焊接点的x轴坐标值输入所述第二直线方程,以准确地对底部理论焊接点的y轴 坐标进行修正,接着,从所述第一直线方程和所述第二直线方程中,确定出与该底部理论焊 接点距离最近的直线方程来对底部理论焊接点的z轴坐标进行修正,最终保证修正精度。 基于第一方面,在一种可能的设计中,所述根据所述上部寻位点,对所述上部理论 焊接点进行修正,得到所述各条焊缝的修正后的上部焊接点,包括:针对所述上部理论焊接 点中的每个上部理论焊接点,从与该上部理论焊接点位于相同的X轴方向上的上部寻位点 中,确定出与该理论焊接点距离最小的第一上部寻位点;确定所述第一上部寻位点的x轴坐 标为所述修正后的上部焊接点的x轴坐标;从与该上部理论焊接点位于相同的Y轴方向上的 上部寻位点中,确定出与该上部理论焊接点距离最小的第二上部寻位点;确定所述第二上 部寻位点的y轴坐标为所述修正后的上部焊接点的y轴坐标;从所述第一上部寻位点和所述 5 CN 111596613 A 说 明 书 3/12 页 第二上部寻位点中,确定出与该上部理论焊接点距离最小的上部寻位点;确定所述距离最 小的上部寻位点的z轴坐标为所述修正后的上部焊接点的z轴坐标。 在上述实现过程中,针对与该上部理论焊接点位于相同的X轴方向上的上部寻位 点中,距离该理论焊接点越近的寻位点越能准确地用于对该理论焊接点的x轴坐标的修正, 同理,针对与该上部理论焊接点位于相同的Y轴方向上的上部寻位点中,距离该理论焊接点 越近的寻位点越能准确地用于对该理论焊接点的y轴坐标的修正,同理,上部寻位点中距离 该理论焊接点越近的寻位点越能准确地用于对该理论焊接点的z轴坐标的修正,因此,通过 上述方式能够准确地上部理论焊接点进行修正。 第二方面,本申请实施例提供一种焊接偏差确定装置,所述装置包括:理论焊接点 获取单元,用于获取待焊接件上需要进行焊接的各条焊缝的理论焊接点;寻位点获取单元, 用于对所述各条焊缝进行寻位,得到多个寻位点的坐标;修正单元,用于根据所述多个寻位 点的坐标,对所述各条焊缝的理论焊接点进行修正,得到所述各条焊缝的修正后的焊接点; 偏差确定单元,用于针对每条焊缝,确定与该焊缝对应的修正后的焊接点和理论焊接点之 间的坐标差为该理论焊接点的偏差。 基于第二方面,在一种可能的设计中,若所述待焊接件有至少两个待焊接的单元 格,所述理论焊接点获取单元,具体用于针对每个待焊接的单元格,获取该待焊接的单元格 上需要进行焊接的各条焊缝的理论焊接点;其中,所述寻位点获取单元,具体用于对所述至 少两个待焊接的单元格上的各条焊缝进行寻位,得到所述多个寻位点的坐标。 基于第二方面,在一种可能的设计中,所述修正单元,包括:分类单元,用于根据Z 轴坐标的值大小,对所述多个寻位点、所述各条焊缝的理论焊接点进行分类,得到上部寻位 点、底部寻位点、上部理论焊接点、底部理论焊接点;上部修正单元,用于根据所述上部寻位 点,对所述上部理论焊接点进行修正,得到所述各条焊缝的修正后的上部焊接点;底部修正 单元,用于根据所述底部寻位点,对所述底部理论焊接点进行修正,得到所述各条焊缝的修 正后的底部焊接点。 基于第二方面,在一种可能的设计中,所述底部修正单元,具体用于按照预先确定 的各底部寻位点对应的寻位方向,分别在X轴正方向、X轴负方向、Y轴正方向和Y轴负方向确 定出至少两个第一底部寻位点;以及针对所述X轴正方向、所述X轴负方向、Y轴正方向和Y轴 负方向中的每个方向,利用与该方向对应的至少两个第一底部寻位点,确定出一条直线方 程;针对所述底部理论焊接点中的每个底部理论焊接点,从所述X轴正方向和所述X轴负方 向对应的直线方程中,确定出与该底部理论焊接点距离最近的第一直线方程;将该底部理 论焊接点的y轴坐标值输入所述第一直线方程,得到所述修正后的底部焊接点的x轴坐标和 第一z轴坐标;从所述Y轴正方向和所述Y轴负方向对应的直线方程中,确定出与该底部理论 焊接点距离最近的第二直线方程;将该底部理论焊接点的x轴坐标值输入所述第二直线方 程,得到所述修正后的底部焊接点的y轴坐标和第二z轴坐标;从所述第一直线方程和所述 第二直线方程中,确定出与该底部理论焊接点距离最近的直线方程;根据所述第一z轴坐标 和所述第二z轴坐标,确定与所述距离最近的直线方程对应的z轴坐标为所述修正后的底部 焊接点的z轴坐标。 基于第二方面,在一种可能的设计中,所述上部修正单元,具体用于针对所述上部 理论焊接点中的每个上部理论焊接点,从与该上部理论焊接点位于相同的X轴方向上的上 6 CN 111596613 A 说 明 书 4/12 页 部寻位点中,确定出与该理论焊接点距离最小的第一上部寻位点;以及确定所述第一上部 寻位点的x轴坐标为所述修正后的上部焊接点的x轴坐标;从与该上部理论焊接点位于相同 的Y轴方向上的上部寻位点中,确定出与该上部理论焊接点距离最小的第二上部寻位点;确 定所述第二上部寻位点的y轴坐标为所述修正后的上部焊接点的y轴坐标;从所述第一上部 寻位点和所述第二上部寻位点中,确定出与该上部理论焊接点距离最小的上部寻位点;确 定所述距离最小的上部寻位点的z轴坐标为所述修正后的上部焊接点的z轴坐标。 第三方面,本申请实施例提供一种电子设备,包括处理器以及与所述处理器连接 的存储器,所述存储器内存储计算机程序,当所述计算机程序被所述处理器执行时,使得所 述电子设备执行第一方面所述的方法。 第四方面,本申请实施例提供一种存储介质,所述存储介质中存储有计算机程序, 当所述计算机程序在计算机上运行时,使得所述计算机执行第一方面所述的方法。 本申请的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得 显而易见,或者通过实施本申请实施例了解。本申请的目的和其他优点可通过在所写的说 明书、权利要求书、以及附图中所特别指出的结构来实现和获得。 附图说明 为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附 图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对 范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这 些附图获得其他相关的附图。 图1为本申请实施例提供的焊接偏差确定方法的流程示意图。 图2为本申请实施例提供的待焊接件的结构示意图。 图3为本申请实施例提供的焊接偏差确定装置的结构示意图。 图4为本申请实施例提供的电子设备的结构示意图。 图标:300-焊接偏差确定单元;310-理论焊接点获取单元;320-寻位点获取单元; 330-修正单元;340-偏差确定单元;400-电子设备;401-处理器;402-存储器;403-通信接 口。











