
技术摘要:
本说明书提供一种焊印的保护方法,通过点胶设备将胶液覆盖在焊印区域,使胶液贴合焊印,胶液固化后与焊印区域粘合在一起,达到保护焊印的目的。所述方法通过点胶设备驱动点胶头按照预设的路径移动,并且相邻路径间的胶液部分重叠,保证胶液可以完全覆盖焊印区域。所述 全部
背景技术:
目前,在电池制造过程中,往往会使用焊接工艺对工件进行连接。例如,电池正极 极耳与正极连接片、负极极耳与负极连接片之间常采用超声波焊接工艺进行焊接。又比如, 顶盖板与正极连接片、顶盖板与负极连接片之间常采用激光焊接工艺进行焊接。而焊接后 的焊印存在焊渣脱落、焊印断裂的风险,焊渣脱落或焊印断裂后的金属碎屑后会掉入电芯 中,导致电池短路。因此,为了防止焊渣脱落、焊印断裂,一般会对超焊接后的焊印进行防 护,随后进行后续工艺,例如,电芯合芯、包绝缘膜、入壳等。现有技术中,大多采用在焊印区 域贴胶带的方法进行焊印保护。但是,由于焊接后焊印区域凹凸不平,胶带贴合效果较差, 存在脱落风险。 因此,需要一种更可靠的焊印的保护方法。
技术实现要素:
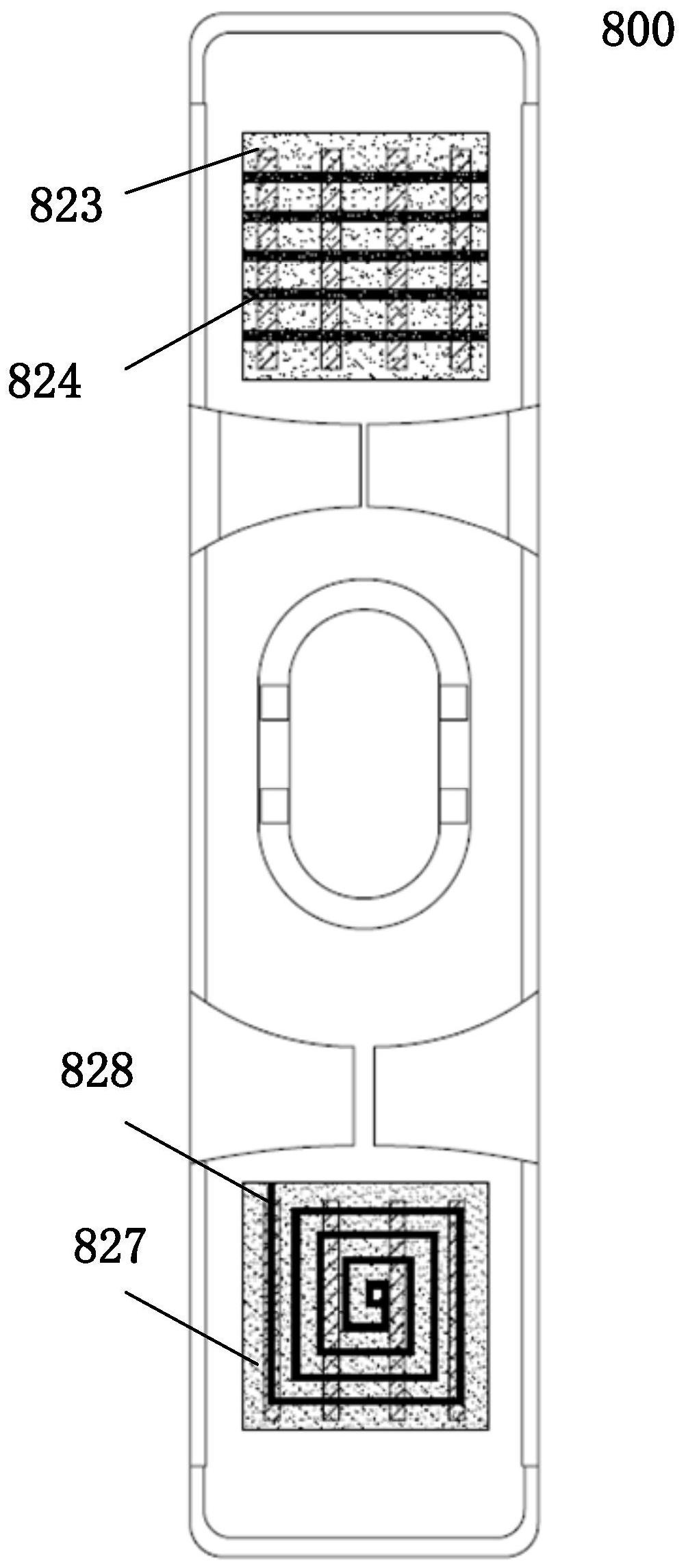
本说明书提供一种更可靠的焊印的保护方法。 本说明书提供的焊印的保护方法,通过点胶设备将胶液覆盖在焊印区域,使胶液 贴合焊印,胶液固化后与焊印区域粘合在一起,达到保护焊印的目的。所述方法通过点胶设 备驱动点胶头按照预设的路径移动,并且相邻路径间的胶液部分重叠,保证胶液可以完全 覆盖焊印区域。所述胶液可以很好地贴合焊印,不会存在脱落的风险,增加工件的安全性能 和寿命。 本说明书一种焊印的保护方法,包括:设置待加工工件至预设位置,确定所述待加 工工件的起始点胶位置;驱动点胶设备的点胶头按照预设的路径移动,将胶液涂覆在所述 待加工工件的焊印区域,其中,相邻路径间胶液的重叠面积为20%-50%;以及固化所述胶 液。 在一些实施例中,所述预设的路径为横向/纵向往复路径。 在一些实施例中,所述预设的路径为环形路径。 在一些实施例中,覆盖在所述焊印区域的所述胶液厚度为0.1-0.5mm。 在一些实施例中,所述胶液为热熔胶块加热融化后的液态热熔胶。 在一些实施例中,所述热熔胶块为耐85℃以上电解液的聚烯烃型热熔胶,所述热 熔胶块在85℃以上所述电解液中浸泡7天时分子析出率和膨胀率小于5%。 在一些实施例中,所述热熔胶块与铜或铝材料的粘接强度为1-3Mpa。 在一些实施例中,所述加热温度为160~190℃。 在一些实施例中,所述胶液为热固胶胶液。 在一些实施例中,所述固化所述胶液包括:对覆盖有所述胶液的焊印区域进行加 热,使胶液固化。 3 CN 111570218 A 说 明 书 2/6 页 在一些实施例中,所述固化所述胶液包括:对覆盖有所述胶液的焊印区域进行光 线照射,使胶液固化。 由以上技术方案可知,本说明书提供的焊印的保护方法,通过点胶设备将胶液覆 盖在焊印区域,使胶液贴合焊印,胶液固化后与焊印区域粘合在一起,达到保护焊印的目 的。所述方法通过点胶设备驱动点胶头按照预设的路径移动,并且相邻路径间的胶液部分 重叠,保证胶液可以完全覆盖焊印区域。所述胶液可以很好地贴合焊印,不会存在脱落的风 险,增加工件的安全性能和寿命。并且,在点胶设备中添加胶液时不需要对点胶设备停机, 因此,提高了点胶的效率。 本应用的其他功能将在以下说明中部分列出。根据描述,以下数字和示例的内容 将对那些本领域的普通技术人员显而易见。本应用的创造性方面可以通过实践或使用下面 详细示例中所述的方法、装置和组合得到充分解释。 附图说明 为了更清楚地说明本说明书实施例中的技术方案,下面将对实施例描述中所需要 使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例, 对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得 其他的附图。 图1为根据本说明书实施例提供的一种焊印的保护方法的示意图; 图2为根据本说明书实施例提供的一种锂电池的焊印区域的示意图; 图3为根据本说明书实施例提供的一种锂电池的焊印区域点胶的示意图。











