
技术摘要:
本发明公开了一种注塑Header产品的切PIN机。该切PIN机包括机架、产品台、上压模组以及切刀模组;机架的台面板上连接定基座,机架的主墙板前侧面连接若干个垂向直线运动的上压模组;产品台的产品座连接在定基座中间上,产品座上表面形成若干个纵向贯通的切PIN槽,每个切 全部
背景技术:
手机零部件中,Header产品为批量化浇模注塑生产,然后在手工切除Header产品 的PIN脚,目前采用工人手工切除,其缺陷在于:人工速度慢,效率太低,产品无定位,切割位 置不容易控制,同时人工切割,单纯依靠工人的技术水平,人为因素偏差较大,力度无法控 制,容易损坏PIN脚或其它部位,良品率差。
技术实现要素:
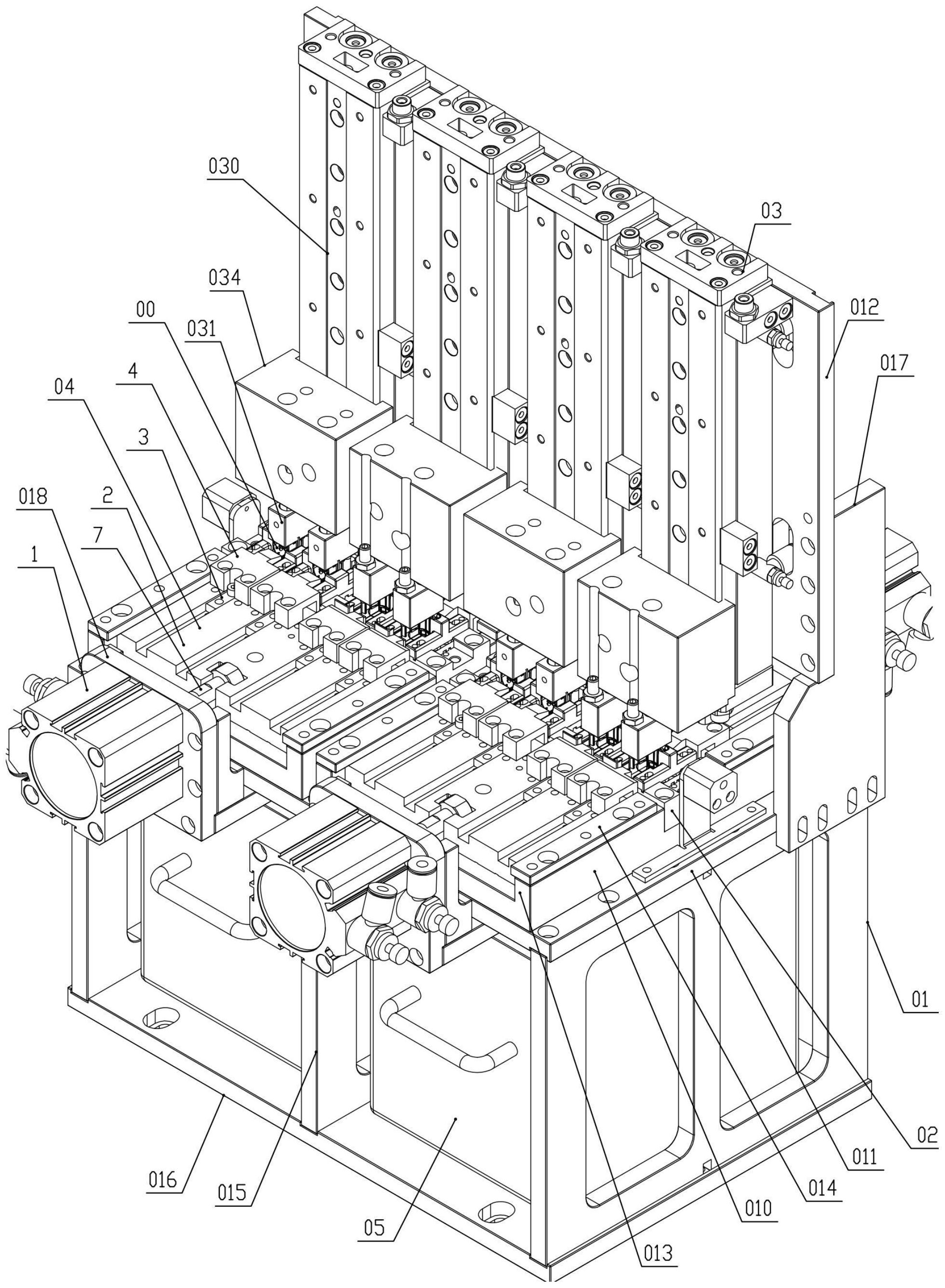
为了解决上述问题的一个或多个,本发明提供了一种注塑Header产品的切PIN机。 根据本发明的一个方面,该一种注塑Header产品的切PIN机,包括机架、产品台、上 压模组以及切刀模组; 机架包括水平放置的台面板以及垂立设置的主墙板,主墙板垂直连接在台面板上 方,台面板上连接定基座,台面板下方设有接废盒,主墙板前侧面连接若干个垂向直线运动 的上压模组; 产品台包括横向设置的产品座,产品座连接在定基座中间上,产品座上表面形成 若干个纵向贯通的切PIN槽,切PIN槽中间向下垂直延伸形成落料孔,每个切PIN槽中间为产 品腔,产品腔中设有横向设置的定刀治具,Header产品放置在产品腔内,Header产品的PIN 脚贴合定刀治具两侧面; 上压模组包括能够上下升降的主压块,主压块上端设有第一弹簧,主压块上螺纹 连接一个压杆,压杆下端位于主压块下方,压杆压贴Header产品的低顶端,主压块压贴 Header产品的高顶端; 切刀模组包括位于产品座一侧的动刀座,动刀座在定基座上表面纵向往复运动, 动刀座的前端安装有若干个切刀,每个切刀正对一个切PIN槽,每个切刀上方贴合一个侧压 块,侧压块能够在第二弹簧作用下纵向滑动,提前侧向贴合压紧定位Header产品的冲切端 上方。 在一些实施方式中,产品台还包括左限位座以及右限位座;左限位座以及右限位 座纵向设置且分别连接在每个切PIN槽上两侧,每个切PIN槽两侧中间横向延伸形成定刀 槽,定刀治具两端分别连接在一个定刀槽, 定刀治具上表面和Header产品的下端轮廓相贴合;定刀治具上表面的定位凹槽和 Header产品的下凸端相对应;左限位座内侧面的左定位腔和Header产品的左端轮廓相配 合,左定位腔的左内腔和Header产品的左凸部相配合;右限位座内侧面的右定位腔和 Header产品的右端轮廓相配合,右定位腔的外端的侧挡板贴合Header产品的右前凸部。 在一些实施方式中,定基座左右两侧分别向上延伸性形成侧导板,侧导板和动刀 座的侧表面相贴合,侧导板上表面还螺纹连接一个上限位板,上限位板的下表面贴合动刀 4 CN 111570673 A 说 明 书 2/7 页 座的上表面; 产品座下表面还形成一个贯通的第一导向槽,动刀座前端下表面还固定一个第一 导向柱,第一导向柱和第一导向槽相配合。 在一些实施方式中,在每个切PIN槽两侧,产品座上表面分别设有一个纵向的定位 槽,左限位座下端设有左定位脚,右限位座下端设有右定位脚,定位槽和左定位脚以及右定 位脚分别相配合。 在一些实施方式中,上压模组还包括压料气缸;压料气缸的伸缩端固定一个主块; 主块设有第一垂向孔以及第二垂向孔,第一垂向孔上端形成有大直径的上阶孔,上阶孔的 上端固定密封盖,密封盖贴合第一弹簧上端, 主压块一端螺纹固定压杆且另一端上螺纹连接一个第二导向柱下端,第二导向柱 上端设有大直径的定位端环,定位端环上端面贴合第一弹簧下端,定位端环能够在上阶孔 内滑动,第二导向柱在第一垂向孔内滑动,压杆的上端在第二垂向孔内滑动。 在一些实施方式中,压杆上还螺纹连接一个调整螺母,调整螺母下表面贴合主压 块的上表面;压杆以及主压块为聚氨酯材料或尼龙材料。 在一些实施方式中,切刀模组还包括一个纵向气缸,纵向气缸的输出端连接动刀 座的后端, 若干个承压座螺纹连接在动刀座的前端上,承压座的下表面前端设有第二导向 槽,第二导向槽后端向两侧延伸形成限位槽;侧压块的中间设有和第二导向槽的垂截面相 同的导向段,侧压块后端向一侧延伸形成限位端,导向段位于第二导向槽内,限位端位于限 位槽内,侧压块后侧面和第二导向槽的后壁之间设有第二弹簧。 在一些实施方式中,侧压块后侧面中心设有一个定位盲孔,第二弹簧前端位于定 位盲孔内。 在一些实施方式中,动刀座前端还设有前安装槽,前安装槽内螺纹连接一个防撞 块,防撞块的前侧面超过动刀座;防撞块为橡胶块;防撞块前侧面安装有阶梯通孔。 在一些实施方式中,动刀座上还设有清洁孔,动刀座下表面设有若干条倾斜交错 的清洁通道,清洁通道连通清洁孔;清洁孔能够安装气动除尘或者喷油清洁的装置。 附图说明 图1为本发明一实施方式的一种注塑Header产品的切PIN机的三维示意图; 图2为图1所示Header产品的三维示意图; 图3为图1所示机架的三维示意图; 图4为图1所示产品台的三维示意图; 图5为图4所示产品台的局部放大示意图; 图6为图5所示产品座的三维示意图; 图7为图5所示定刀治具的三维示意图; 图8为图1所示上压模组的三维示意图; 图9为图1所示上压模组的剖视示意图; 图10为图1所示切刀模组的三维示意图; 图11为图10所示切刀模组的俯视示意图; 5 CN 111570673 A 说 明 书 3/7 页 图12为图11所示切刀模组的A—A剖视示意图; 图13为图12所示切刀的三维示意图; 图14为图12所示侧压块的三维示意图; 图15为图12所示承压座的三维示意图; Header产品00,PIN脚001,低顶端002,高顶端003,冲切端004,下凸端005,左凸部 006,右前凸部007; 机架01,定基座010,第一通孔0101,台面板011,第二通孔0111,主墙板012,第一长 圆孔0121,第一定位槽0122,侧导板013,上限位板014,垂墙板015,底板016,侧联板017,直 角座018; 产品台02,产品座021,切PIN槽0211,落料孔0212,定刀槽0213,第一导向槽0214, 定位槽0215,定刀治具022,内撑0221,定位凹槽0222,左限位座023,左定位腔0231,左内腔 0232,左定位脚0233,右限位座024,右定位腔0241,侧挡板0242,右定位脚0243,产品腔025; 上压模组03,压料气缸030,主压块031,螺纹盲孔0311,螺纹通孔0312,销孔0313, 第一弹簧032,压杆033,主块034,第一垂向孔0341,第二垂向孔0342,上阶孔0343,定位板 0345,耳板0346,第二导向柱035,定位端环0351,切口面0352,调整螺母036,密封盖037, 切刀模组04,纵向气缸1,动刀座2,刀槽20,前安装槽21,定位槽22,清洁孔23,清洁 通道24,切刀3,切削端30,切削刃31,承压座4,第二导向槽41,限位槽42,增固块43,侧压块 5,导向段51,限位端52,侧压头53,定位盲孔54,第二弹簧6,连接螺杆7,防撞块8,阶梯通孔 81,第一导向柱9,接废盒05。











