
技术摘要:
本发明揭示一种自动点焊及翻转装置,用于对电池进行点焊以及翻转,其包括:工作台;传送机构,其位于所述工作台上,该传送机构包括传送带、滚轴及电机;定位机构,其设置于所述送带之间,该定位机构包括阻挡块、定位板及升降气缸;点焊机构,其位于所述定位机构上方, 全部
背景技术:
】 目前,工厂流水线的电池点焊作业为流水线操作员进行手动操作,并且由于部分 电池正反两面都要进行点焊作业,因此需要增加一个工位专门来翻转电池。然而,由于现有 的点焊方式采用人工手动作业,不仅效率低浪费时间,而且在翻转电池的过程中容易使点 焊位置产生偏移,导致点焊精准度较低,出现点焊不良的情况。 有鉴于此,实有必要开发一种自动点焊及翻转装置,以解决上述问题。 【
技术实现要素:
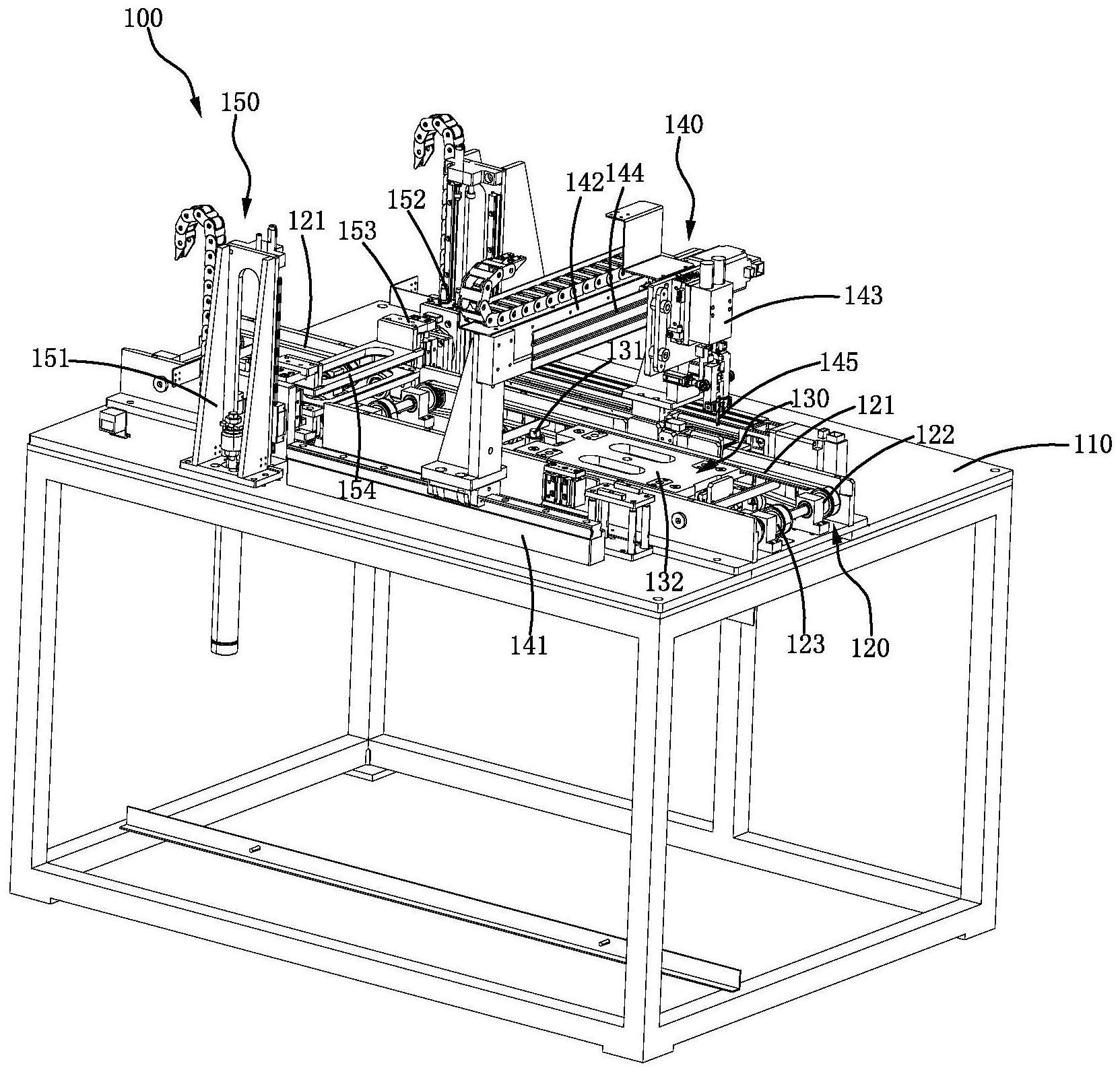
】 因此,本发明的目的是提供一种自动点焊及翻转装置,解决目前手动点焊精准度 以及工作效率较低的问题。 为了达到上述目的,本发明提供的自动点焊及翻转装置,包括: 工作台; 传送机构,其位于所述工作台上,该传送机构包括传送带、滚轴及电机,所述传送 带缠绕设置于所述滚轴上,所述电机带动所述滚轴运动; 定位机构,其设置于所述送带之间,该定位机构包括阻挡块、定位板及升降气缸, 所述定位板设置于所述升降气缸上; 点焊机构,其位于所述定位机构上方,该点焊机构包括滑轨、滑座及点焊机,其中 所述滑座滑动设置于所述滑轨上,所述滑座上设置一滑槽,所述点焊机悬挂于所述滑槽中, 且该点焊机还包括一点焊头; 翻转机构,其位于所述传送机构一侧,该翻转机构包括支撑臂、升降座、翻转轴及 翻转架,其中所述升降座可滑动的设置于所述支撑臂上,所述翻转轴设置于所述升降座上, 所述翻转架设置于所述翻转轴中,且所述翻转架具有两支架; 控制单元,其用于控制所述传送机构、所述定位机构、所述点焊机构以及所述翻转 机构的启动及运行。 可选的,所述定位板上设有一定位槽,该定位槽的形状与所述电池的形状一致。 可选的,所述定位板上还设有活动压块,该活动压块用于压合固定电池。 可选的,所述点焊机通过一第一链条在所述滑座上的滑槽中左右滑动,所述第一 链条设置于所述滑座顶部。 可选的,所述升降座通过一第二链条在所述支撑臂上下滑动,所述第二链条设置 于所述支撑臂上。 可选的,所述传送带与所述翻转架的水平高度一致。 可选的,所述升降座的上升高度大于所述电池的宽度。 可选的,所述自动点焊及翻转装置还包括一机械手臂,其设置于所述翻转机构一 3 CN 111590242 A 说 明 书 2/4 页 侧,该机械手臂用于取放翻转之后的电池。 利用本发明的自动点焊及翻转装置,先通过传送机构将电池传送至定位机构上, 再由点焊机构对定位机构上的电池进行点焊,最后再由传送机构将电池传送至翻转机构 中,翻转机构将电池进行翻转后进行下一个点焊作业循环。本发明的自动点焊及翻转装置 不仅可以避免使用操作员人工手动点焊,减少了用人成本,还采用自动化作业大大地提高 了点焊及翻转作业效率。 【附图说明】 图1绘示为本发明自动点焊及翻转装置的结构示意图。 图2绘示为本发明自动点焊及翻转装置的第一工作状态的结构示意图。 图3绘示为本发明自动点焊及翻转装置的第二工作状态的结构示意图。 图4绘示为本发明自动点焊及翻转装置的第三工作状态的结构示意图。 图5绘示为本发明自动点焊及翻转装置的第四工作状态的结构示意图。 图6绘示为本发明自动点焊及翻转装置的第五工作状态的结构示意图。 【











