
技术摘要:
本发明涉及自动化设备领域,具体公开了一种热整形治具,包括上模及下模;下模设置有用于对待整形产品进行定位的至少一对弹性定位组件;各弹性定位组件均包括定位柱及弹性件。其中,定位柱收容于下模内,并且定位柱的顶端能够沿开模方向活动伸出下模;弹性件连接于定位 全部
背景技术:
】 压铸成型件成型后由于速冷、材料特性及产品结构等原因会产生不同程度的变 形。对于一些尺寸精度要求较高的产品,如作为外观件的产品,通常在成型后利用热整形治 具进行热压整形处理。 现有的热整形治具一般包括上模和下模,通过上模与下模配合将产品压平。为了 避免热整形过程中产品跑位,通常在下模上增加定位柱,以对产品进行定位。但是,由于产 品热胀冷缩,产品侧边容易被挤伤,从而造成产品不良。 因此,有必要设计一种热整形治具,以解决上述问题。 【
技术实现要素:
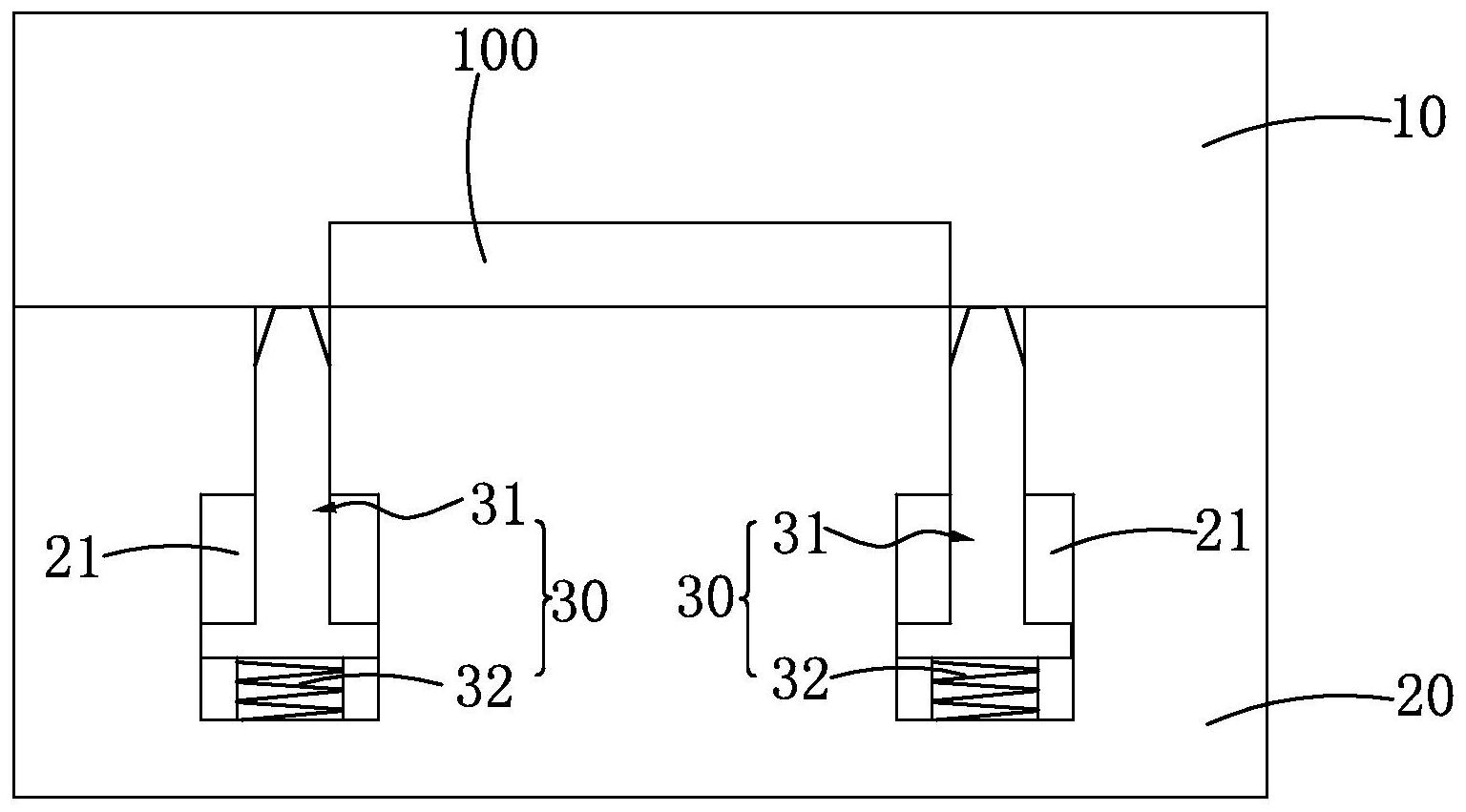
】 本发明的目的在于提供一种热整形治具,能够避免产品热整形过程中被挤伤,提 高产品良品率。 为了实现上述目的,本发明采用如下的技术方案: 一种热整形治具,包括上模及下模;所述下模设置有用于对待整形产品进行定位 的至少一对弹性定位组件;各所述弹性定位组件均包括: 定位柱,其收容于所述下模内,并且所述定位柱的顶端能够沿开模方向活动伸出 所述下模;及 弹性件,其连接于所述定位柱的底面,并能够沿开模方向伸缩; 开模时,所述定位柱在所述弹性件的弹力作用下伸出所述下模;合模时,所述定位 柱在所述上模的压持及所述弹性件的弹力作用下退入所述下模内。 进一步地,所述下模内开设有截面呈倒T型的导向槽,所述定位柱及所述弹性件均 收容于所述导向槽内。 进一步地,所述定位柱的截面呈倒T型,并包括定位部及连接于所述定位部的底端 的限位部;所述定位部与所述导向槽的小径段内径相适配;所述限位部的外径与所述导向 槽的大径段内径相适配。 进一步地,所述定位部的顶端设置有导向部。 进一步地,所述弹性件为高温弹簧。 本发明的有益效果是:开模状态下,利用每对弹性定位组件中的两个定位柱对待 热压产品进行定位;合模时,各定位柱在上模的压持及弹性件的弹力作用下退入下模内,从 而避免产品热胀冷缩而被挤伤,提高了产品良品率。 【附图说明】 图1是本发明提供的热整形治具在开模状态下的结构示意图; 3 CN 111570630 A 说 明 书 2/2 页 图2是本发明提供的热整形治具在合模状态下的结构示意图。 【











