
技术摘要:
本发明公开了一种钻攻结合式高性能成型刀,包括刀柄、刃体,刃带在靠近述尖部的前端上设有主切削刃,使刃体前端形成切削刃部;刃带位于刃体的中间部分上设有若干垂直于所述排屑槽的螺旋方向的V形沟槽,使刃体的中部形成攻丝型螺纹周刃;刃带靠近刀柄的末端设有台阶式圆 全部
背景技术:
随着电子产品的内部复杂不断提升,许多厂家为满足终端客户复杂产品外观及品 质的需求,采用多把刀具加工一个部位,在完成整个产品的刀具数量不断增加,随着刀具数 量的增加,在加工产品的换刀次数也随之增加,不仅会大大提高产品加工周期,而且会提高 产品成本费用。
技术实现要素:
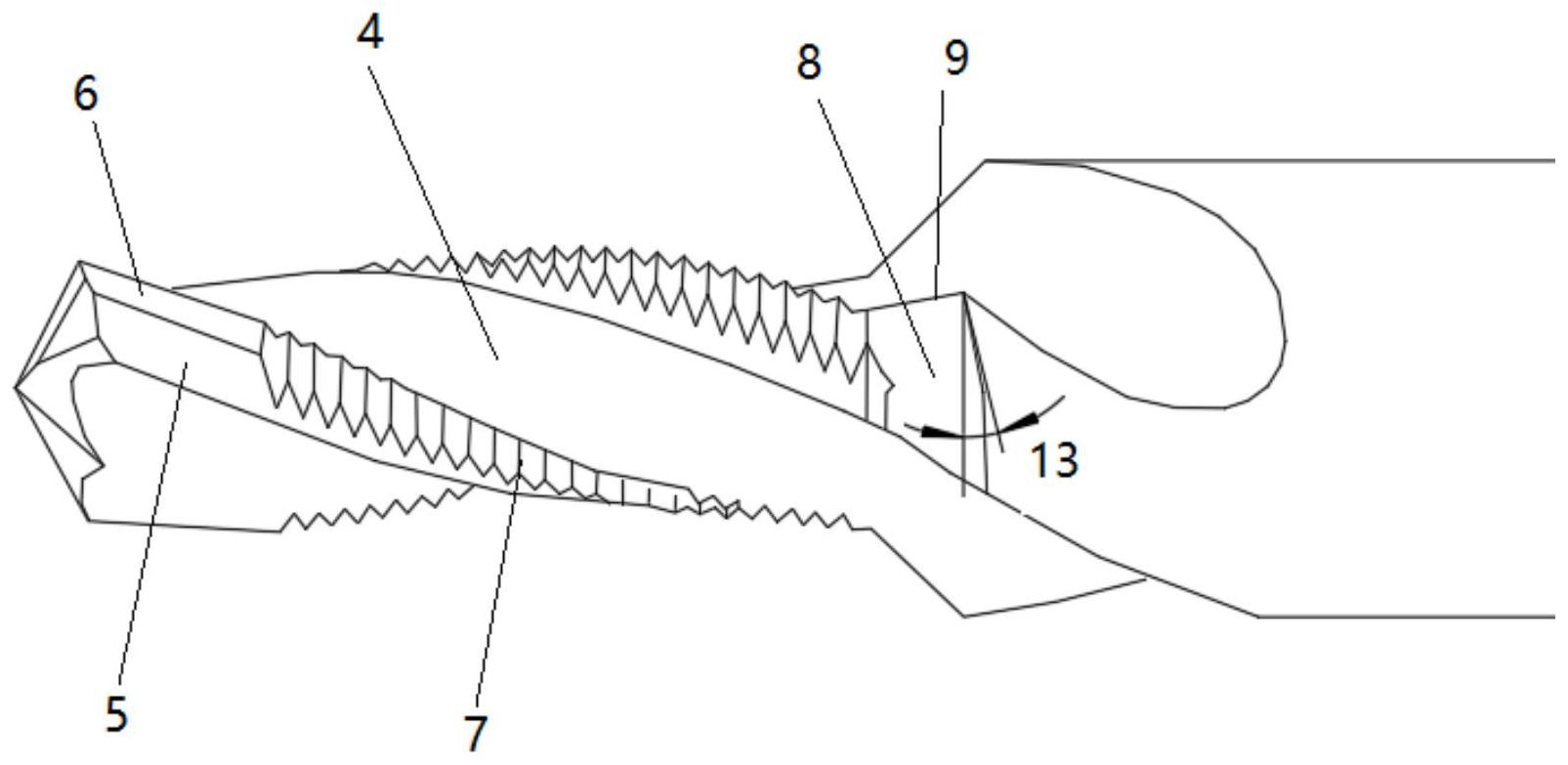
为了克服上述缺陷,本发明提供了一种钻攻结合式高性能成型刀,减少产品在钻 削加工中刀具的使用量,使用一把刀具即可在一个部位解决钻孔、攻丝和孔口去毛边等问 题,降低加工周期和加工成本。 本发明为了解决其技术问题所采用的技术方案是:一种钻攻结合式高性能成型 刀,包括刀柄及形成于该刀柄一端的刃体,该刃体远离所述刀柄的一端面形成尖部,所述刃 体表面设有三条对称的螺旋形的排屑槽,相邻两条排屑槽之间为刃带,所述刃带在靠近所 述尖部的前端上设有主切削刃,使所述刃体前端形成切削刃部;所述刃带位于所述刃体的 中间部分上设有若干垂直于所述排屑槽的螺旋方向的V形沟槽,使所述刃体的中部形成攻 丝型螺纹周刃;所述刃带靠近所述刀柄的末端设有台阶式圆锥型后刀面,使所述刃体末端 形成倒角刃口。 作为本发明的进一步改进,三条刃带在所述尖部钻削位置分别形成排屑槽前角和 周刃径向后角,该排屑槽前角为5°~10°,周刃径向后角为8°~10°。 作为本发明的进一步改进,所述排屑槽的螺旋角为25°~30°。 作为本发明的进一步改进,所述刃带在所述尖部形成10°~12°的四平面型钻尖后 角。 作为本发明的进一步改进,所述台阶式圆锥型后刀面由10°~12°的轴向后角构 成。 作为本发明的进一步改进,所述刀柄直径为6~15mm,所述刃体直径为4~12mm。 本发明的有益效果是:该钻攻结合式高性能成型刀通过在刃体上采用三段式结 构,前端为切削刃部和钻削的排屑槽,中部为攻丝型螺纹周刃,末端为台阶式圆锥后刀面倒 角。前端具备良好的切削能力,中部用于钻削后进行丝攻,后端采用阶梯式圆锥后刀面,去 取加工结束后倒角去除毛刺,提升产品品质,通过一个刀具即可以解决产品一个部位的钻 孔、丝攻和孔口去毛刺问题,缩短加工周期,降低加工成本。 附图说明 图1为本发明结构示意图; 3 CN 111570872 A 说 明 书 2/3 页 图2为本发明所述刃体部分结构示意图; 图3为本发明局部结构示意图; 图4为本发明所述尖部结构示意图。 结合附图,作以下说明: 1——刀柄; 2——刃体; 3——尖部; 4——排屑槽; 5——刃带; 6——主切削刃; 7——V形沟槽; 8——后刀面; 9——倒角刃口; 10——排屑槽前角; 11——周刃径向后角; 12——四平面型钻尖后角; 13——轴向后角。











