
技术摘要:
本发明提供了一种方孔机及其加工方法,属于零部件加工的技术领域。一种方孔机包括主机、柱形切割刀、阶梯型平头钻以及定位装置;本发明通过在主机上可选择性的安装柱形切割刀和阶梯型平头钻,通过阶梯型平头钻在大块的木板上加工圆形凹槽和凹槽开口处的倒角,并在更换 全部
背景技术:
在木质玩具等产品中,常常需要使用到圆柱形且带有凹槽的盖型结构,且该结构 由于需要在后期装配过程中与多个装配面配合,因此,提高该种结构的加工效率和尺寸规 格是本领域的研究方向。 目前,市场上用于加工该圆柱形且带有凹槽的盖型结构需要多种设备配合来完成 加工,导致在加工过程需要多次对工件进行装夹,易在多次装夹过程中出现误差,导致产品 的尺寸规格偏差的问题,影响产品后期的装配,同时还导致了加工效率低下的问题。并且, 现有的加工过程需要先将大块的木板通过切割机切割为多个正方形的小块,再将这些正方 形的小块逐个通过车床进行车圆加工,形成多个圆柱形的结构,由于在车圆加工过程中由 于进给和刀具结构等因素,导致了车圆加工后的圆柱形的结构上毛刺较多,需要对圆柱形 的结构进行打磨操作,费时费力,另外,在打磨操作完成后,才能进行凹槽的钻加工或铣加 工,最后才能进行其他操作过程的补充加工,导致了需要的加工设备种类多,工序复杂繁 琐,同样导致了加工效率低,易出现加工误差的问题。
技术实现要素:
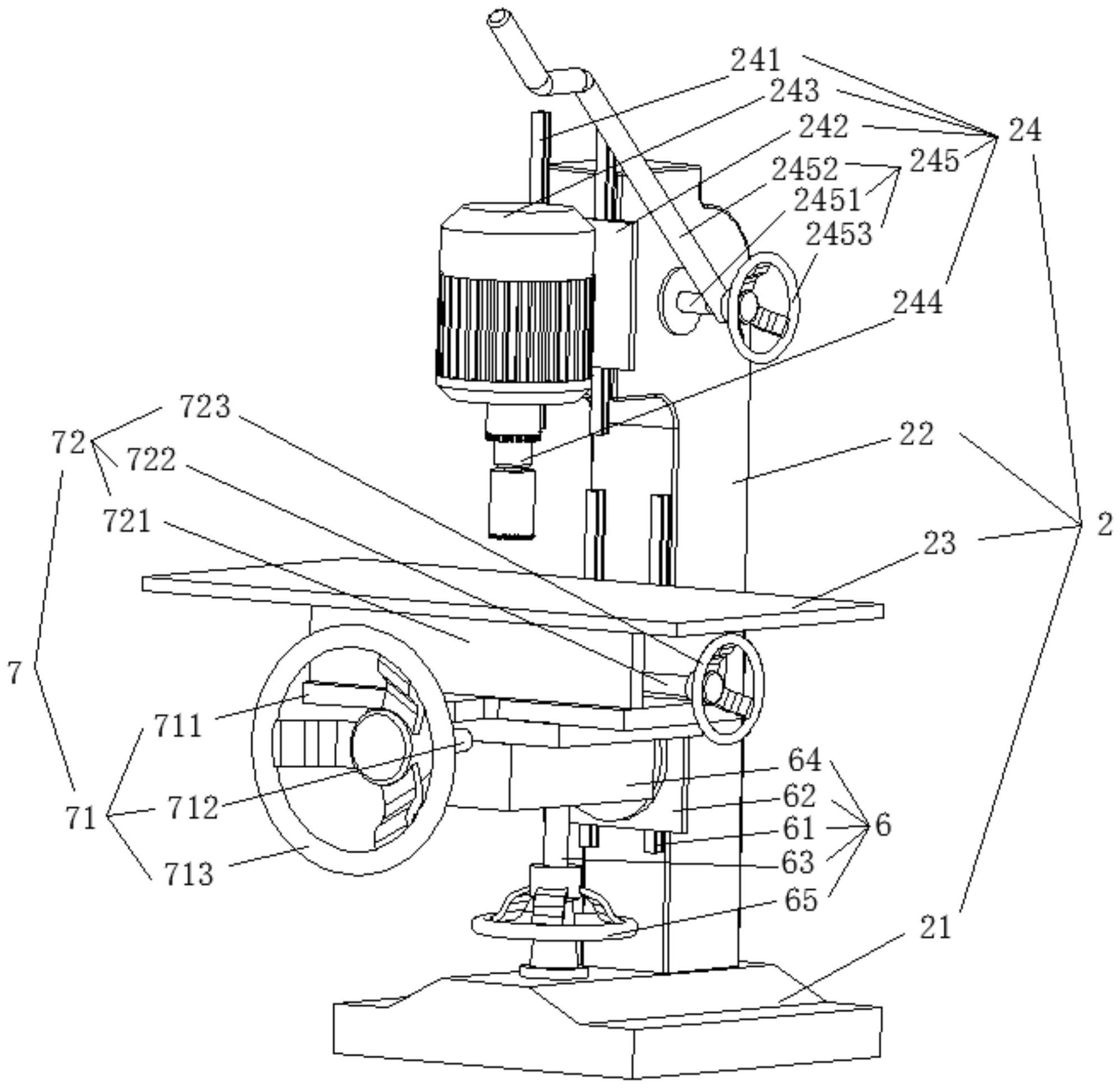
针对现有技术中存在的上述问题,现旨在提供一种方孔机及其加工方法,以设置 升降式的主轴头和设置于主轴头下方且可移动的工位台,另外,设置有柱形切割刀和阶梯 型平头钻,使得在安装柱形切割刀时,可直接在大块的木板上进行圆柱体结构的切割,且避 免了加工毛刺的问题,无需打磨,省时省力,而在更换为阶梯型平头钻时,可直接进行凹槽 的加工,使得在先安装阶梯型平头钻,在更换为柱形切割刀时,可先进行凹槽的加工,然后 再进行圆柱形结构的整体切割,件实现该圆柱体的工的外形和凹槽的一次性加工,无需多 次装夹工件导致的效率低和易导致加工误差的问题,提高了产品品质,利于后期的装配,另 外,还设置有带定位槽的定位装置,可将凹槽加工完成后的圆柱体整体结构进行固定,方便 后续其他工艺的补充加工,同样方便了加工,提高了加工的精确性。 具体技术方案如下: 一种方孔机,用于加工外形为圆柱体的工件,且该圆柱体的工件的一端面开设有圆形 凹槽,具有这样的特征,包括: 主机,主机具有底架、立柱、工位台以及主轴头,底架水平设置于地面上,底架上竖直设 置有一立柱,并于立柱的上部沿竖直方向滑设有一主轴头,同时,于立柱上且位于主轴头和 底架之间沿竖直方向滑设有一工位台; 柱形切割刀,柱形切割刀具有刀体和刀柄,刀体呈圆柱形的桶状设置,且刀体的桶底外 的中部设置有一与主轴头可拆卸连接的刀柄,刀体的桶口为切割刀口,且切割刀口为一圈 锯齿状结构; 5 CN 111571754 A 说 明 书 2/8 页 阶梯型平头钻,具有切割段、倒角段以及装夹段,沿一方向上,切割段、倒角段以及装夹 段依次以端对端的形式连接,切割段的直径小于倒角段的直径,且切割段和倒角段之间设 置有过渡面,过渡面上设置有倒角刀口; 定位装置,定位装置设置于工位台上,具有定位槽板和抵紧组件,定位槽板的一侧边连 接于工位台上,定位槽板上开设安装孔和定位槽,且定位槽呈环形结构布置,且定位槽的外 径与工件的圆柱体外形直径一致,定位槽的内径与工件的圆形凹槽的直径相同,同时,安装 孔内设置有水平布置的抵紧组件,且抵紧组件具有与圆形凹槽的弧形相同的抵紧块。 上述的一种方孔机,其中,主轴头包括主轴导轨、主轴滑板、主轴驱动器、装夹头以 及主轴升降机构,主轴导轨竖直设置于立柱上,主轴导轨上滑设有主轴滑板,同时,主轴滑 板上固定安装有驱动轴竖直朝下布置的主轴驱动器,且主轴驱动器的驱动轴上安装有装夹 头,主轴升降机构设置于立柱上,且主轴升降机构与主轴滑板动力连接。 上述的一种方孔机,其中,主轴升降机构包括转轴、摇臂、主轴手轮、齿轮、齿条,齿 条竖直设置于主轴滑板上,齿轮设置于立柱内并与齿条啮合,转轴的一端伸入立柱内并与 齿轮固定连接,转轴的另一端伸出立柱外并与手轮连接,同时,转轴伸出立柱外的一端上沿 其径向设置有一摇臂。 上述的一种方孔机,其中,还包括保护罩,保护罩具有防护网以及连接架,连接架 的一端固定连接于主轴滑板上,连接架的另一端延伸至装夹头处并与防护网连接,同时,防 护网罩设于装夹头外。 上述的一种方孔机,其中,连接架包括套架、固定杆、导杆、导套、延伸杆以及伸缩 弹簧,固定杆的一端固定连接于主轴滑板上,固定杆的另一端延伸至装夹头处,且固定杆延 伸至装夹头处的一端的端头上设置有竖直布置的导杆,且导杆上套设有上端固定于导杆上 的伸缩弹簧,导杆上且位于伸缩弹簧的下端套设有一导套,且伸缩弹簧的下端抵靠于导套 上,同时,导套上沿竖直方向朝下设置有一延伸杆,并于延伸杆的下端连接有一呈环形设置 的套架,且套架围设于装夹头外,防护网固定安装于套架上。 上述的一种方孔机,其中,还包括竖直进给部,竖直进给部设置于底座上且位于工 位台的下方,具有导向滑轨、竖直滑移板、升降丝杆、升降滑块以及升降转轮,导向滑轨竖直 设置于立柱上,导向滑轨上滑设有于竖直滑移板,同时,升降滑块设置于工位台的底部,且 升降滑块的一侧固定于竖直滑移板上,并且,升降丝杆设置设置,升降丝杆的下端设置于底 座上并连接有升降转轮,升降丝杆的上端套设有升降滑块且与升降滑块螺纹连接。 上述的一种方孔机,其中,还包括水平进给部,水平进给部具有横向进给结构和纵 向进给结构,横向进给结构设置于纵向进给结构上,纵向进给结构设置于竖直进给部上; 纵向进给结构包括纵向滑板、纵向丝杆、纵向转轮以及纵向滑块,纵向滑板水平滑设于 升降滑块上,纵向丝杆沿水平面内一方向设置且其一端伸入升降滑块内,且纵向丝杆未伸 入升降滑块内的一端固定连接有纵向转轮,并于纵向丝杆伸入升降滑块内的一端上套设有 与其螺纹连接的纵向滑块,且纵向滑块固定于纵向滑板的底部; 横向进给结构包括横向滑板、横向丝杆,横向转轮以及横向滑块,横向滑板的下部滑设 于纵向滑板上,且横向滑板的滑动方向为水平面且垂直纵向丝杆轴向的一方向,横向滑板 的上部固定连接于工位台的底面上,且横向丝杆沿水平面且垂直于纵向丝杆轴向的方向设 置,并于横向丝杆的一端套设有与之螺纹连接的横向滑块,横向丝杆的另一端伸出横向滑 6 CN 111571754 A 说 明 书 3/8 页 板外并固定连接有横向转轮,且横向滑块固定连接于横向滑板上。 上述的一种方孔机,其中,定位槽板的一侧边铰接于工位台的一侧边上,且定位槽 板可翻转至工位台的上方并水平盖住工位台。 上述的一种方孔机,其中,抵紧组件包括安装支架和伸缩驱动器,安装支架设置于 安装孔内并固定,伸缩驱动器水平设置于安装支架上,且伸缩驱动器的伸缩轴位于安装孔 外,且伸缩轴的伸出方向为与定位槽板的板面平行的平面内的一方向,抵紧块设置于伸缩 轴上。 一种方孔机的加工方法,用于操控上述任一项所述的方孔机,包括以下几个步骤: 步骤S1,将大块的木板装夹于工位台上,并于主轴头上安装阶梯型平头钻,并启动主轴 头,通过主轴头的升降来进行圆形凹槽和凹槽开口处的倒角的一次性加工; 步骤S2,关闭主轴头,将阶梯型平头钻拆下后更换装夹柱形切割刀,再次启动主轴头, 并通过主轴头的升降在大块的木板上且位于圆形凹槽处切割出小的圆柱体的工件,待切割 完成后关闭主轴头; 步骤S3,取下大块的木板,并将定位槽板翻转至水平盖住工位台的状态,并将切割出的 圆柱体的工件扣设于定位槽板上,且圆柱体的工件的开口卡入定位槽内,并启动伸缩驱动 器,通过伸缩驱动器的伸缩轴推动抵紧块抵紧于工件的圆形凹槽的侧壁上。 步骤S4,拆下柱形切割刀,并更换打孔转头,再次启动主轴头,在工件的底部进行 打孔加工,并于加工完成后关闭主轴头; 步骤S5,控制伸缩驱动器回缩并带动抵紧块离开工件,取下工件,并翻转定位槽板离开 工位台。 上述技术方案的积极效果是: 上述的方孔机及其加工方法,通过在可移动的工位台的上方设置可升降的主轴头,并 设置有柱形切割刀和阶梯型平头钻,使得可在主轴头上安装阶梯型平头钻时,实现对工台 上的木板上圆形凹槽和凹槽开口处倒角的一次性加工,并于加工完成后将阶梯型平头钻更 换为柱形切割刀,使得可通过柱形切割刀直接将大块的木板切割为小件的圆柱体的工件, 并且由于切割过程为纵向切割,可在切割过程中对侧壁进行多次切割,从而防止了毛刺的 产生,避免了需要打磨的问题,同时,也可避免多次装夹工件导致的加工效率低,易出现加 工误差的问题,另外,设置有包括定位槽板和抵紧组件的定位装置,可在圆柱形的工件切割 完成后,通过定位槽板上的定位槽和抵紧组件进行固定,利于后期对工件进行其他工艺的 补充加工,既能保证工件安装位置的准确性,同时也能保证加工过程中工件的稳定性,从而 方便了加工,提高了加工精度。 附图说明 图1为本发明的一种方孔机的实施例的结构图; 图2为本发明需要加工的圆柱体的工件的结构图; 图3为本发明的一较佳实施例的柱形切割刀的结构图; 图4为本发明的一较佳实施例的阶梯型平头钻的结构图; 图5为本发明的一较佳实施例的定位装置的结构图; 图6为本发明的一较佳实施例的保护罩的结构图; 7 CN 111571754 A 说 明 书 4/8 页 图7为本发明的一种方孔机的加工方法的流程图。 附图中:1、工件;11、圆形凹槽;2、主机;21、底架;22、立柱;23、工位台;24、主轴头; 25、保护罩;241、主轴导轨;242、主轴滑板;243、主轴驱动器;244、装夹头;245、主轴升降机 构;251、防护网;252、套架;253、固定杆;254、导杆;255、导套;256、延伸杆;257、伸缩弹簧; 2451、转轴;2452、摇臂;2453、主轴手轮;3、柱形切割刀;31、刀体;32、刀柄;311、切割刀口; 4、阶梯型平头钻;41、切割段;42、倒角段;43、装夹段;411、过渡面;412、倒角刀口;5、定位装 置;51、定位槽板;52、抵紧组件;511、安装孔;512、定位槽;521、伸缩驱动器;522、抵紧块;6、 竖直进给部;61、导向滑轨;62、竖直滑移板;63、升降丝杆;64、升降滑块;65、升降转轮;7、水 平进给部;71、纵向进给结构;72、横向进给结构;711、纵向滑板;712、纵向丝杆;713、纵向转 轮;721、横向滑板;722、横向丝杆;723、横向转轮。











