
技术摘要:
本发明一种细钢丝脉冲激光对焊夹具,属于钢丝焊接领域;包括固定底座、三维调节装置、旋转调节装置、大槽板、小槽板和压夹,所述固定底座包括平面底板和支撑台,所述支撑台固定于平面底板的一侧,用于安装小槽板;所述三维调节装置固定于平面底板的另一侧,所述大槽板 全部
背景技术:
细钢丝对焊时,钢丝的对中精度是焊接质量的重要保证。目前在对焊直径1mm以下 的钢丝时,钢丝的焊前对中通常是通过把钢丝放入固定孔道来实现的。 专利CN205702893U公开了一种细钢丝对焊装置,由于使用封闭的固定孔道完成对 中,无法实现钢丝在0°到90°范围内的任意角度对焊;且当钢丝端口形状不规则或端口发生 变形时,难以保证脉冲激光焊对细钢丝的对中精度要求,影响对焊质量。
技术实现要素:
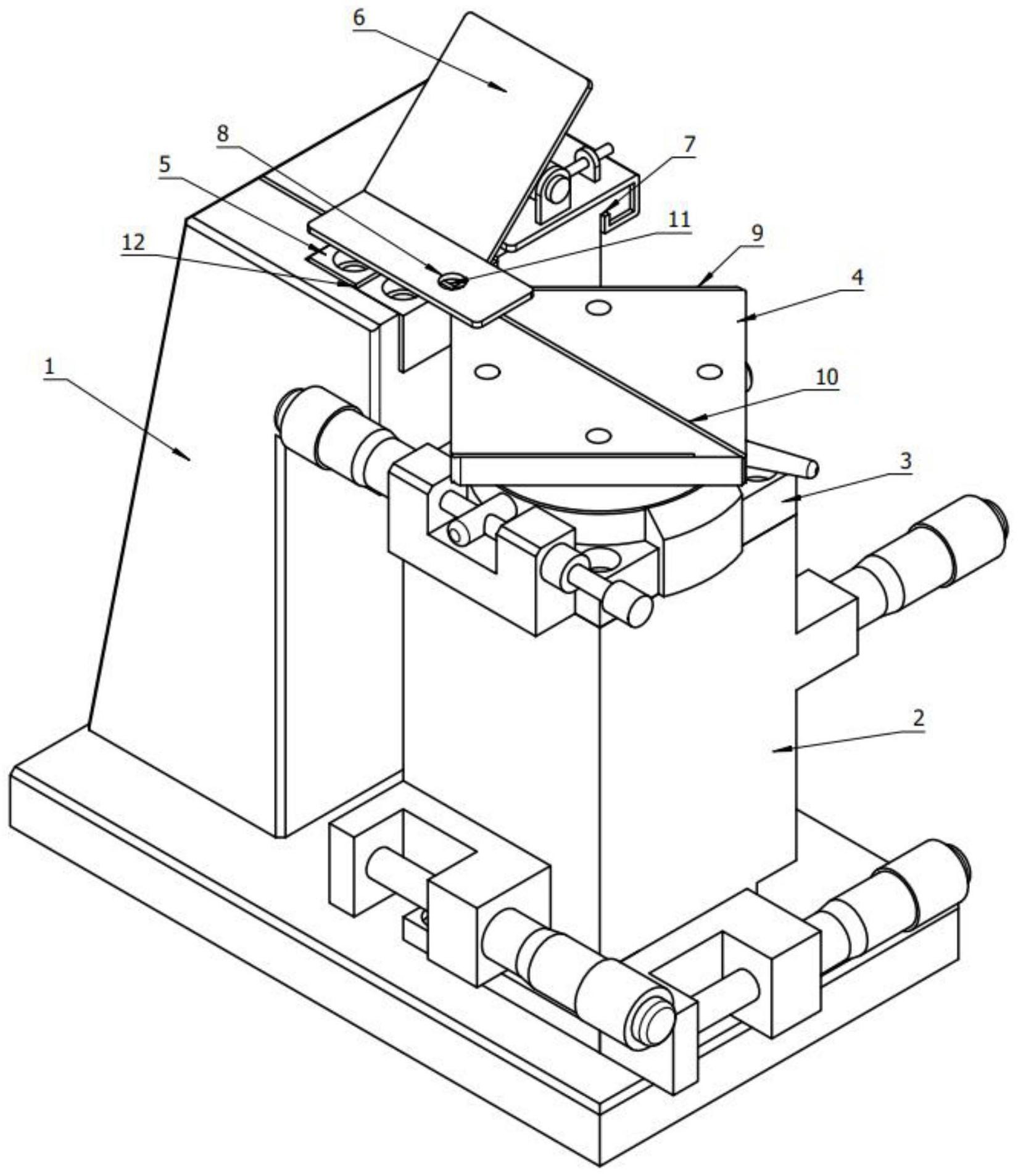
要解决的技术问题: 为了避免现有技术的不足之处,本发明设计了一种针对直径小于1mm细钢丝的脉 冲激光对焊夹具,通过外力将钢丝压在V形槽内实现钢丝的固定,细钢丝的一端固定在小槽 板上,另一端放置于固定在可旋转的三维调节机构的大槽板上,通过小槽板与大槽板上对 接端口的不同组合,实现在0°到90°范围内的任意角度对中;调节可旋转的三维机构,可保 证不规则或变形端口细钢丝的精确对中。 本发明的技术方案是:一种细钢丝脉冲激光对焊夹具,其特征在于:包括固定底 座、三维调节装置、旋转调节装置、大槽板、小槽板和压夹,所述固定底座包括平面底板和支 撑台,所述支撑台固定于平面底板的一侧,用于安装小槽板;所述三维调节装置固定于平面 底板的另一侧,所述大槽板通过旋转调节装置水平安装于三维调节装置正上方,所述三维 调节装置和旋转调节装置分别用于调整大槽板的XYZ方向和水平旋转角度; 所述小槽板为长方体的块状结构,通过螺钉水平固定于所述支撑台上方的卡槽 内,其上、下表面均为正方形,且均沿正方形中心线开有两条V形槽,用于放置待焊接钢丝的 一段; 所述大槽板为长方体的块状结构,在其上、下表面均为正方形,并各开有3条V形 槽,用于放置待焊接钢丝的另一段;所述大槽板上表面的一条V形槽沿正方形的一条对角线 开设,另两条V形槽分别开设在正方形两条相对边的边缘处;相对边的两条V形槽的一侧端 口位于另一条对角线的顶角处,另一侧端口避免与对角线上的V形槽干涉或相交;所述大槽 板下表面的三条V形槽与其上表面的V形槽对称且结构相同; 所述压夹包括夹头和两个夹板,一侧夹板通过轨道槽安装于所述支撑台上表面, 能够沿所述轨道槽滑动,另一侧夹板位于其上方;所述夹头为平板结构,固定于另一侧夹板 的头部,并位于所述小槽板和大槽板相通的V形槽上方,压紧时能够与所述支撑台上表面完 全贴合,用于将所述小槽板和大槽板V形槽内的钢丝压紧固定;所述夹头上开有焊接窗口, 通过滑动所述一侧夹板调整焊接窗口的位置。 本发明的进一步技术方案是:所述小槽板上表面其中一条V形槽的两侧端口截面 3 CN 111590201 A 说 明 书 2/4 页 均与端口所在的侧壁平齐,另一条V形槽的两侧端口截面均与端口所在的侧壁成45°角;所 述小槽板下表面的两条V形槽与其上表面的V形槽对称且结构相同。 本发明的进一步技术方案是:所述大槽板位于对角线上的V形槽的两侧端口截面 均与此条对角线垂直;相对边上的V形槽,其位于顶角处的端口截面与槽底边所在直线成 45°角。 本发明的进一步技术方案是:所述大槽板周向的4个棱角均为圆倒角,能够保证和 小槽板的对接端口在不同角度配合时的无间隙接触,同时便于旋转调节时端口的配合过 渡。 本发明的进一步技术方案是:所述大槽板、小槽板、压夹均采用2024铝合金制造。 本发明的进一步技术方案是:所述固定底座使用Q235碳钢材料。 本发明的进一步技术方案是:所述三维调节装置的调节精度为0.01mm。 本发明的进一步技术方案是:所述旋转调节装置的调节精度为5′。 有益效果 本发明的有益效果在于:该装置包括固定底座、三维调节装置、旋转调节装置、大 槽板、小槽板、压夹、轨道槽、焊接窗口、V形槽。采用V形槽配合压夹可保证钢丝的牢固固定; 钢丝的一端固定,另一端放置于可旋转的三维调节机构上,通过调节可保证不规则或变形 端口细钢丝的精确对中;通过小槽板与大槽板上对接端口的不同组合,实现在0°到90°范围 内的任意角度对中;槽板使用激光反射率较高的2024铝合金制造,减少激光焊接时对V形槽 的损伤,可延长槽板的使用寿命;在大小槽板正反面对称加工多个相同的V形固定槽道,当 某个固定槽道多次使用后因高温变形或被焊材堵塞后可以重新安装槽板,以使用新的槽 道,方便多次使用。 本发明优选方案中所述大槽板位于对角线上的V形槽的两侧端口截面均与此条对 角线垂直的情况下,用于钢丝呈0°至20°对焊;相对边上的V形槽,其位于顶角处的端口截面 与槽底边所在直线成45°角的情况下,用于钢丝呈20°至90°对焊。所述小槽板中V形槽的两 侧端口截面均与端口所在的侧壁平齐的情况下,在配合大槽板对角线上的V形槽使用时,可 用于对焊呈0°至20°的钢丝;在配合大槽板边缘上的V形槽使用时,可对焊呈20°至45°的钢 丝;小槽板另一条V形槽的两侧端口截面均与端口所在的侧壁成45°角的情况下,与大槽板 边缘上的V形槽配合使用时可对焊呈45°至90°的钢丝;钢丝呈0°至90°对中时,可通过旋转 调节装置3与三维调节装置2实现精确调节。 附图说明 图1为本发明细钢丝脉冲激光对焊夹具的结构示意图。 图2为本发明细钢丝脉冲激光对焊夹具的右视图。 图3为图2的A-A视图。 图4为本发明细钢丝脉冲激光对焊夹具中固定底座的结构示意图。 图5为本发明细钢丝脉冲激光对焊呈20°以下钢丝时大槽板与小槽板的配合俯视 图。 图6为本发明细钢丝脉冲激光对焊呈20°至45°钢丝时大槽板与小槽板的配合俯视 图。 4 CN 111590201 A 说 明 书 3/4 页 图7为本发明细钢丝脉冲激光对焊呈45°至90°钢丝时大槽板与小槽板的配合俯视 图。 图8为本发明大槽板立体图。 图9为本发明大槽板剖面图。 图10为本发明小槽板立体图。 图11为本发明小槽板俯视图。 附图标记说明:1-固定底座、2-三维调节装置、3-旋转调节装置、4-大槽板、5-小槽 板、6-压夹、7-轨道槽、8-焊接窗口、9-第一V形槽、10-第二V形槽、11-第三V形槽、12-第四V 形槽。











