
技术摘要:
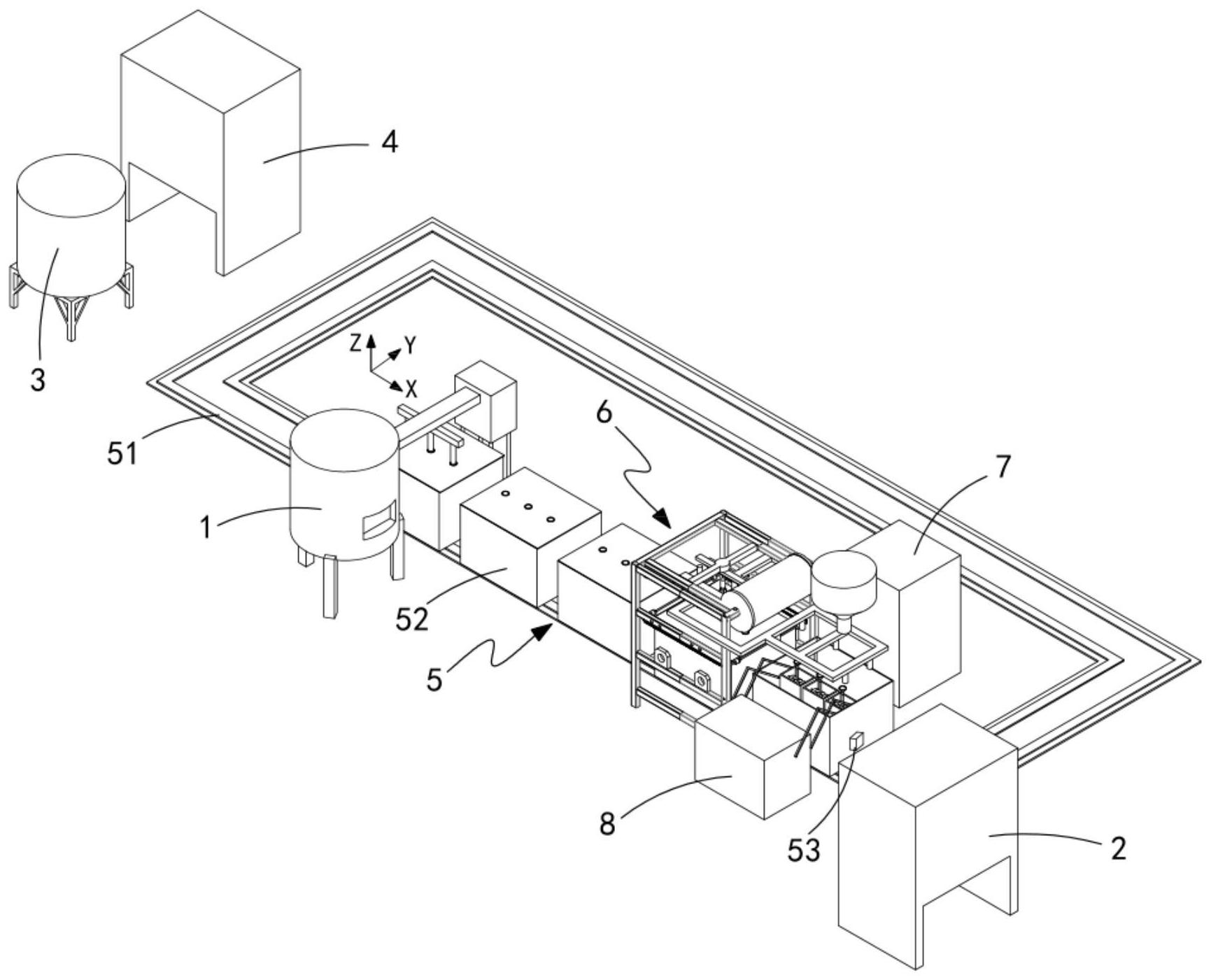
本发明提供了一种用于减速电机箱体铸造的生产设备及其工艺,生产线包括依次设置的熔炼浇注装置、模型制作装置、清理装置以及油漆装置,还包括造型箱组以及覆膜密封组件,覆膜密封组件设置于振动运输轨的运输路径上,覆膜密封组件包括机架、膜卷、裁切单元以及皮筋放置 全部
背景技术:
砂型铸造是指在砂型中生产铸件的铸造方法。钢、铁和大多数有色合金铸件都可 用砂型铸造方法获得。DLR07减速电机箱体零部件采用砂型铸造工艺进行铸造生产。现有的 消失模铸造工艺需要投入大量人力辅助生产,特别是埋箱造型环节,需要人工对砂箱覆盖 薄膜并密封,急需要机械设备代替人工工作。 专利号为CN201721400217.7的专利文献公开了的一种便于快速安装的减速电机 箱体,包括箱体,所述箱体的底部焊接有第二固定座,所述第二固定座的一侧外壁上开设有 通孔,且第二固定座的底部通过螺栓固定连接有支撑座,所述箱体的内部焊接有第一齿轮 腔和第二齿轮腔,所述第一齿轮腔位于第二齿轮腔的一侧,且第一齿轮腔的内部设置有齿 轮,所述第一齿轮腔的一端连接气管。 上述专利中公开的的减速电机箱体,其箱体及固定座通过消失模铸造,铸造过程 中的埋箱造型环节,需要人工对砂箱覆盖薄膜并密封,耗费人力,效率较低。
技术实现要素:
针对以上问题,本发明提供了一种用于减速电机箱体铸造的生产设备,通过利用 覆膜密封组件对造型箱上表面自动覆膜,并且对造型箱内埋设的消失模模型的浇冒口自动 套设皮筋,将薄膜固定密封,解决了上述











