
技术摘要:
本发明涉及一种铅蓄电池用铅网板栅,包括由经线和纬线编织而成的板栅本体,所述的板栅本体中至少包括一个独立板栅;沿所述独立板栅纬线方向两侧形成粗塑料纬线边框;粗塑料纬线边框之间设置有粗铅丝纬线,所述粗铅丝纬线之间设置有细塑料纬线;沿所述独立板栅经线方向 全部
背景技术:
】 铅蓄电池因其具有稳定可靠、无记忆效应、价格低廉、可做成单体大容量电池等优 点,被广泛用作汽车启动电源、不间断电源、从电动自行车到柴油潜艇的动力电源和储能电 源等领域,其产量和储电量仍然雄踞化学电源之首。传统铅蓄电池的板栅有三种制备方法: ①重力铸造,该法应用范围广,但效率低,污染高;②冲孔板栅,该法是先预制铅带、然后冲 孔加工,其优点是效率高,但冲孔时会产生70-80%落料,能耗高,且只能做1.2mm以下的薄 板栅;③连铸连轧,该法的优点是效率高、能耗低,但板栅不耐腐蚀,且只能做1.5mm以下的 薄板栅。因此,人们逐渐开发出铅网板栅作为替代,即将玻璃纤维复合铅丝纺织形成网,这 样可根据实际需要制造不同线径的铅丝,理论上可织造任意厚度的铅网作为电池板栅,且 重量轻,耐腐蚀,无铅尘污染,如专利CN102751507A公开的内容。 对于铅网板栅,目前有通过无梭织机编织和有梭织机编织两种不同的制造方法。 采用有梭织机编织铅网的动作如下:a,经线有规律的张合,张开时,缠绕纬线的纬 线轴被梭箱牵引顺向由张开区的第一根经线穿越至最后一根经线,并在第一根经线处形成 半圆弧;b.打纬机构将纬线平推至经线张开角的根部,经线闭合夹住纬线,同时,网沿经线 方向移动一个设计要求的纬线间距,梭箱里的纬线换向;c.经线继续垂直方向运动,又一次 张开,梭箱反向由张开区的最后一根经线穿越至第一根经线,并在最后一根经线处形成半 圆弧;d.打纬机构再次将纬线平推至经线张开角的根部,经线闭合夹住纬线,网沿经线方向 移动一个设计要求的纬线间距;e.重复a-d,直到梭箱里纬线用尽,更换新的纬线轴。 有梭织机编织方法得到的铅网如图1所示,由于玻璃纤维复合铅丝的重量重,铅丝 之间粘着力大,梭箱里所能缠绕的纬线长度非常有限,需要频繁更换梭子,不仅效率极其低 下,且每次因梭子残留的纬线而造成的浪费也不小。 采用无梭织机编织铅网的动作如下:a,经线有规律的张合,张开时,纬线由送线剑 杆,顺向牵引至中间的剑头交接区并滞留,同时接引剑杆也逆向运动至剑头交接区,接引剑 杆的剑头夹住纬线后,送线剑杆的剑头松开纬线;b.送线剑杆和接引剑杆反向运动,退出接 引区,回到原位,打纬机构将纬线平推至经线张开角的根部;c.接引剑杆的剑头松开纬线, 经线闭合夹紧纬线,同时剪断纬线;d.网沿经线方向移动一个设计要求的纬线间距;e.经线 继续原来运动方向,又一次张开,送线剑杆再次夹住纬线,重复a-d。 无梭织机编织方法得到的铅网如图2所示,该法的纬线轴不用穿越经线区,理论上 可以无限长,中间换纬停顿的次数少,效率高。 3 CN 111554939 A 说 明 书 2/6 页 但是,上述现有技术中无论有梭织机还是无梭织机,都是单纬纺织方法(如经线和 纬线的细度相同,或者经线细度相同、纬线细度相同),由此制造的铅网板栅存在如下缺陷: 经纬线均用铅丝,铅用量大;板栅没有边框,在电池充放电过程中,无法限制活性物质的膨 胀,易发生正负活性物接触短路和正极活性物软化脱落,降低电池使用寿命;板栅没有极 耳,需要预制汇流排、再与纬线铅丝焊接形成极耳,工艺复杂效率低。 综上可知,目前的铅网制备方法都存在明显的缺陷有待进一步改进。 【
技术实现要素:
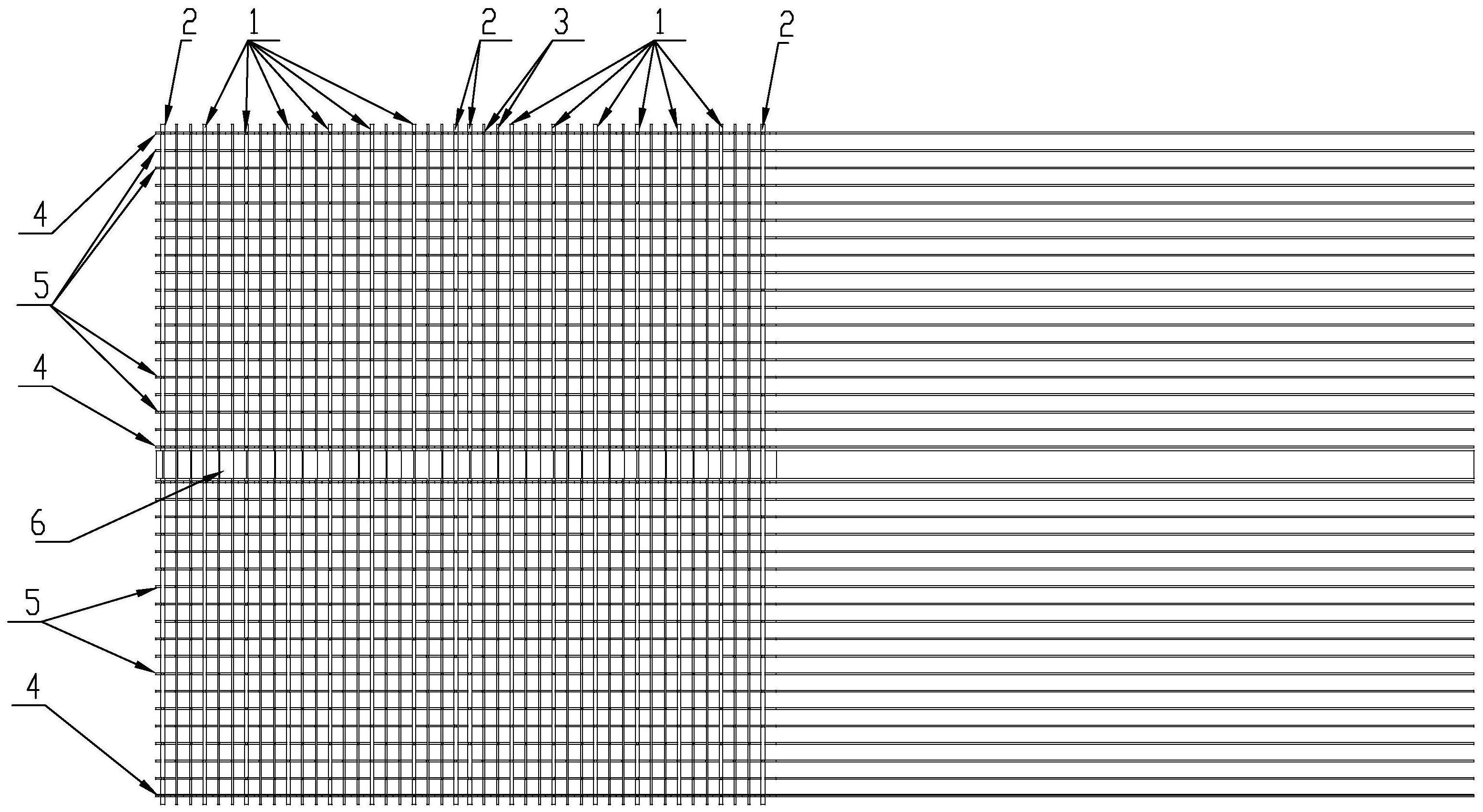
】 本发明针对现有技术的上述不足,提供一种铅用量少,板栅设置有边框,在电池充 放电过程中能够限制活性物质的膨胀、不易发生正负活性物接触短路和正极活性物软化脱 落,提高电池使用寿命,板栅设置有极耳不需要预制汇流排的铅蓄电池用铅网。 为了解决上述技术问题,本发明采用的技术方案为:一种铅蓄电池用铅网板栅,包 括由经线和纬线编织而成的板栅本体,所述的板栅本体中至少包括一个独立板栅;沿所述 独立板栅纬线方向两侧形成粗塑料纬线边框;粗塑料纬线边框之间设置有粗铅丝纬线。 进一步地,所述粗铅丝纬线之间设置有细塑料纬线; 进一步地,沿所述独立板栅经线方向两侧形成粗塑料经线边框;粗塑料经线边框 之间设置有细塑料经线。 进一步地,所述粗塑料纬线直径大于所述粗铅丝纬线直径,所述粗铅丝纬线直径 大于所述细塑料纬线直径。 进一步地,所述粗铅丝纬线由玻璃纤维铅丝芯线和包覆在所述玻璃纤维铅丝芯线 上的合金组成; 进一步地,所述细塑料丝纬线由PP塑料构成。 进一步地,所述独立板栅沿经线方向形成铅带,所述铅带与所述粗铅丝纬线成为 一体。 进一步地,所述独立板栅沿经线方向织入铅带。 进一步地,所述铅带与所述粗铅丝纬线通过钎焊成为一体。 进一步地,所述的板栅本体中至少包括两个独立板栅,两个独立板栅间沿着经线 方向形成铅带,所述铅带与所述两个独立板栅的粗铅丝纬线成为一体。 进一步地,极板由铅网板栅制造而成。 进一步地,一种铅酸蓄电池由极板制备而成。 本发明还提供一种上述铅蓄电池用铅网板栅的制备方法,步骤包括: (1)经线为塑料丝或塑料丝与复合铅丝、铅带的组合,经线按以下规律排布:铅带 位于铅网的中间,铅网涂板区域的边界用粗的塑料线或若干细塑料丝绞边或热熔线绞边, 形成上下边框,上下边框范围内的经线为细塑料丝或细铅丝; (2)纺织基本动作:经线按照固定的频率上下张合,张开时,送纬剑杆夹住纬线头 在经线开口区运动,接纬剑杆与送线剑杆相向运动,两剑杆到达纬线交接位置,送纬剑杆松 开纬线,接纬剑杆夹住纬线,完成纬线交接,之后,送纬剑杆返回机头处,接纬剑杆牵引纬线 穿过经线区,打纬机构将纬线平推至经线张开角的根部,经线随后,经线交叉闭合,夹住纬 线;同时,接纬剑杆松开纬线,机头处的剪切装置切断纬线,而送纬剑杆夹住纬线头,铅网沿 4 CN 111554939 A 说 明 书 3/6 页 经线方向移动一个设计要求的纬线间距,经线继续上下方向运动,又一次张开,为下一次送 纬做准备; (3)纬线排布顺序:纬线为粗铅丝与塑料丝或细铅丝的组合,相邻纬线中心距相 等,间隔为2---10mm,不同的纬线由不同的放纬机构放送至送纬区供送纬剑杆夹取,不同的 放纬机构其动作顺序由设定的程序控制,以实现:铅网涂板区域相邻极板分断的边界纬线 用粗的塑料丝或铅丝,形成左右边框,边框范围内的纬线为粗铅丝与塑料丝或粗铅丝与细 铅丝,排布方式采用两根邻近的粗铅线之间有若干塑料丝或细铅丝。 本发明上述的铅蓄电池用铅网板栅的制备方法,制备步骤还包括(4)极耳制备:在 相邻两独立板栅的中间设置上铅带(铅带沿着经线方向延伸),纬线与铅带交错重合,纬线 与铅带通过激光焊、钎焊、电阻焊、点焊、波峰焊中的方式焊接成一体,由此,铅带成为板栅 电流进出的极耳。 本发明的有益效果如下: 1 .本发明的铅网板栅大部分的经线和纬线用塑料丝替代铅丝,铅用量大大降低, 减轻了板栅的重量,同时还能降低成本。 2.本发明的铅网板栅通过经、纬线厚度调节,形成了板栅边框,有利于限制由于正 负极活性物膨胀而导致的接触短路,延缓正极活性物软化脱落,延长电池寿命;而且本发明 的板栅边框不需要另外制备或者安装,只需要在铅网涂板区域在其相邻的独立板栅分断的 边界处设置粗的经线和纬线即可,每块独立板栅位于两侧边框的分为设置相互间隔排列的 若干粗纬线(起到加强作用),这样就形成了粗的边框和中间的加强筋,使得板栅整体的强 度提高,不易变形;且是直接的编织形成一个完整的整体,制备工艺简化。 3.本发明的铅网板栅在纺织时织入铅带,并在纺织过程中将铅带与铅丝纬线焊接 成一体,形成板栅的极耳,操作简单,效率高。 4.本发明通过限定粗的塑料丝或粗的铅丝或粗的塑料线等粗线的直径最好为1mm 以上,所述的细的铅丝、塑料丝、塑料带等细线的直径最好为0.6mm以下;这种规格的限制既 能很好的实现边框效应和整体强度加强的效果,使得利于限制由于正负极活性物膨胀而导 致的接触短路,延缓正极活性物软化脱落,延长电池寿命;而且还能够很好的降低整体的板 栅或极板的重量,并且不影响电池的整体性能。 5.本发明的铅网板栅由于在制备过程中,铅网板栅通过无梭织机编织而成,因此 无需频繁更换梭子,显著提高了生产效率。 【附图说明】 图1为传统有梭织机编织的铅网板栅结构示意图; 图2为传统无梭织机编织的铅网板栅结构示意图; 图3为本发明实施例1的铅网板栅结构示意图; 图4为本发明实施例2或3的铅网板栅结构示意图; 图5为本发明实施例的铅网板栅制作的极板主视图结构示意图; 图6为本发明实施例的铅网板栅制作的极板侧视图结构示意图; 如图所示:1、粗铅丝纬线;2、粗塑料丝纬线;3、细塑料丝纬线;4、锁边塑料丝经线; 5、细塑料丝经线;6铅带;7.极板本体,8.极耳。 5 CN 111554939 A 说 明 书 4/6 页 【











