
技术摘要:
本发明公开了一种精准控制钣金折弯线的加工方法,该加工方法的具体步骤包括:将工件折弯线向两端延长;在工件上确定定位孔的位置;围绕定位孔中心设置定位块,并使定位块与工件相连;在定位孔内设置与其过盈配合的定位销;将工件放置在折弯机上,并使工件与上模接触的 全部
背景技术:
钣金工艺一般来说基本设备包括剪板机、数控冲床/激光、等离子、水射流切割机、 折弯机以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等,通常,钣金工艺最重要 的四个步骤是剪、冲/切、折,焊接,表面处理等,钣金一般是将一些金属薄板通过手工或模 具冲压使其产生塑性变形,形成所希望的形状和尺寸,并可进一步通过焊接或少量的机械 加工形成更复杂的零件,比如家庭中常用的烟囱,铁皮炉,还有汽车外壳都是钣金件,现在 的钣金折弯技术中,包含对折弯线位置要求严格的航天航空领域,对折弯线位置的控制都 是通过目视的观察和判断来控制折弯线位置,存在不确定性误差,因此不能精准的控制钣 金的折弯线位置。
技术实现要素:
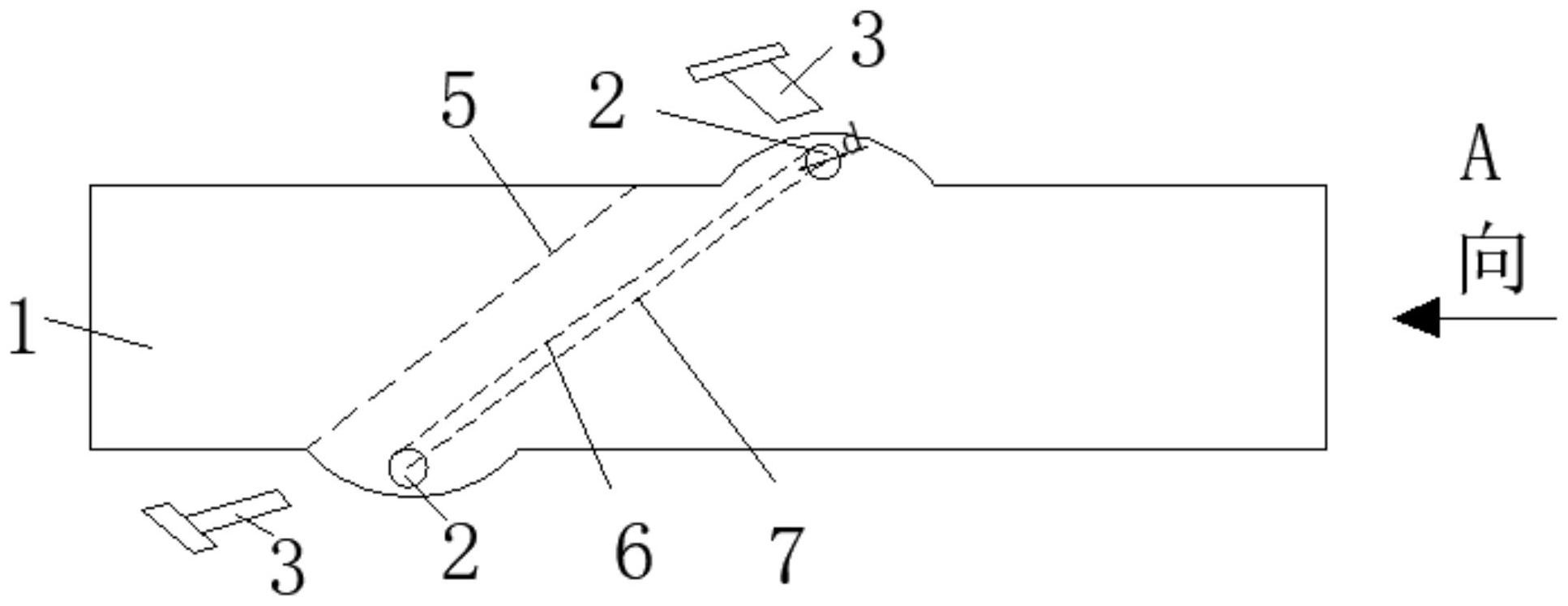
本发明的目的在于提供一种精准控制钣金折弯线的加工方法,以解决上述背景技 术中提出的对折弯线位置的控制都是通过目视的观察和判断来控制折弯线位置,存在不确 定性误差问题。 为实现上述目的,本发明提供如下技术方案: 一种精准控制钣金折弯线的加工方法,该加工方法的具体步骤包括: 将工件折弯线向两端延长; 在工件上确定定位孔的位置; 围绕定位孔中心设置定位块,并使定位块与工件相连; 在定位孔内设置与其过盈配合的定位销; 将工件放置在折弯机上,并使工件与上模接触的一面朝上,将工件两侧定位销与 下模两端面贴紧; 通过上模与下模的相互作用实现工件的折弯处理。 作为本发明进一步的方案:在工件上确定定位孔的位置具体为: 测量下模V型槽中心与下模端面之间的距离V,并设定位孔直径为d; 在工件上将折弯线向内侧偏移V 1/2d,并延长至工件以外足够的长度,将工件边 线向外侧偏移1-3d距离,此两条线的交点即为定位孔中心。 作为本发明进一步的方案:所述定位块为方形定位块,所述方形定位块的边长为 2-3d。 作为本发明进一步的方案:所述定位块为半圆形定位块,所述半圆形定位块的半 径为2-3d。 作为本发明进一步的方案:所述定位销为平头定位销。 3 CN 111604392 A 说 明 书 2/3 页 作为本发明进一步的方案:所述定位销用压铆机压入定位孔内,并使定位销的头 部平面与工件板面相贴紧。 作为本发明进一步的方案:通过上模与下模的相互作用实现工件的折弯处理之 后: 测量工件上的折弯角度和折弯线位置后,取下工件。 作为本发明进一步的方案:通过上模与下模的相互作用实现工件的折弯处理之 后: 切除工件上定位孔处的定位块并磨削切割部位。 与现有技术相比,本发明的有益效果是:在折弯展开图中的折弯线向两端延长;测 量下模V型槽中心距下模端面距离V,设定位孔直径d;在绘制展开图时,将折弯线向内侧偏 移V 1/2d,并延长至工件以外足够的长度,将工件边线向外侧偏移1-3d距离,此两条线的交 点即为定位孔中心,围绕定位孔中心预留一个半圆形或方形定位块,半圆的半径为2-3d,或 者方形定位块的边长为2-3d,定位块与工件相连,以三条直线的两个交点为中心各加工1个 直径d-0.100.20(视板厚和折弯长度直径2-6MM)的定位孔;选择直径为d的平头定位销,销直径 d 0.02,销杆部份长度为待折弯工件厚度t (3-10)MM;将定位销沿有折弯线的一面用压铆机 压入,使定位销与定位孔间形成小过盈配合,头部平面与工件板面贴紧,将板面翻转过来, 用直角尺测量定位销孔与工件平面垂直度,通过校正保证定位销外圆素线与板面垂直;将 工件安放在折弯机上,与上模接触的一面朝上,将工件两侧定位销与下模两端面贴紧;在控 制面板上设置折弯角度,实施折弯;测量折弯角度和折弯线位置后,取下工件,切除两定位 销孔所在的定位块并磨光切割部位,这种精准控制钣金折弯线的加工方法在要求折弯线位 置精准的领域,如航天航空领域,能准确地保证折弯线的位置精度,方法简便。 附图说明 图1为一种精准控制钣金折弯线的加工方法示意图; 图2为图1中的A向视图; 图中:1-定位块,2-定位孔,3-定位销,4-工件,5-折弯线,6-下模端面,7-定位孔中 心连线,8-上模,9-下模。











