
技术摘要:
本发明涉及一种套丝机铰板前盘零件十字刀槽的机械加工工艺,在机床台板上设置有旋转工作台,旋转工作台上设置有夹具,夹具上设置有四个定位轴B,每个定位轴B上装有对应的前盘零件,加工时先让旋转工作台的零刻度线与机床台板纵向方向一致,加工时每旋转90°沿机床台板纵 全部
背景技术:
前盘是切管套丝机的关键部件铰板的关键零件,影响套丝操作的稳定和高质量, 常用球墨铸铁件。在前盘上,设计四个刀槽(板牙运动槽,或称十字刀槽),以装入四片板牙 并运动,因此该刀槽的精度是影响前盘安装的关键结构。但是前盘的四个刀槽的铣削加工 是该零件加工的难点之一,不仅对机床操作人员的技术要求较高,而且装夹、校准、对刀困 难。 十字刀槽已有的加工方法是在普通卧式铣床上用圆盘铣刀加工,将专用铣夹具设 计为单件加工的分度回转铣夹具。第一条槽铣削完成后,取开定位销,旋转过渡板到90°分 度位置,再插上定位销,铣销第二条槽。在铣加工过程中,装夹时间较长,分中尺寸、找正较 困难,存在的问题是槽宽、槽深、四个刀槽中心分度、槽宽相对于其中心线的分中度等尺寸 精度都较差,不同零件的尺寸一致性也较差;在普通卧式铣床上采用悬臂式加工,由于机床 规格、型号的限制,采用的刀杆较细,强度、刚性不足,劳动强度较大、加工效率降低、加工时 间较长,也满足不了批量生产的整个生产节奏,成为生产“瓶颈”。但若采用数控机床,数控 机床的价格非常昂贵,成本非常高。
技术实现要素:
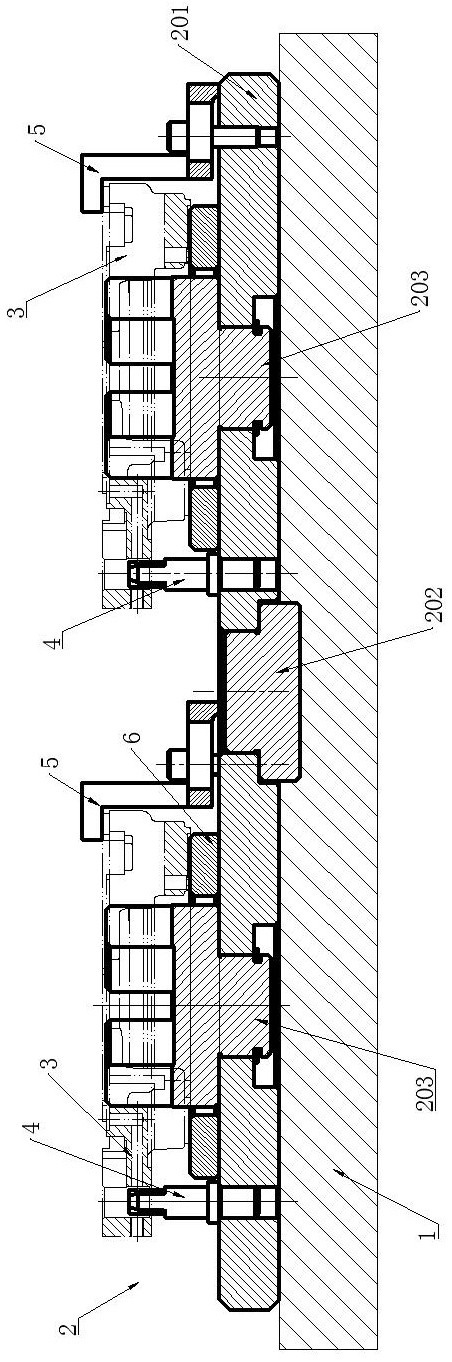
本发明的目的在于克服现有技术的缺点,提供一种成本低、加工效率高、加工精度 高、实现容易的套丝机铰板前盘零件十字刀槽的机械加工工艺。 本发明的目的通过以下技术方案来实现:一种套丝机铰板前盘零件十字刀槽的机 械加工工艺,加工步骤为: S1、在机床的台板上设置旋转工作台,通过打表找正,保证位置精度,确保旋转工作台 的0°刻度线平行于机床台板纵向运动方向; S2、在旋转工作台的中心设置有夹具,夹具包括定位板,定位板通过定位轴A设置在旋 转工作台中心处,沿定位轴A周向设置有四个定位轴B,定位轴B的上端为安装前盘零件的安 装头,在定位板上还设置有用于将前盘零件定位的定位销、以及将前盘零件压紧的压板; S3、安装,将前盘零件安装在定位轴B的安装头上,且通过定位销将前盘零件定位在定 位板上,同时通过压板将前盘零件固定好,前盘零件分别命名为前盘零件A、前盘零件B、前 盘零件C、前盘零件D且分别对应一个定位轴B; S4、铣削; S41、开动机床,操作机床使台面下的机床台板纵向运动,将前盘零件A、前盘零件B沿纵 向轴线上的刀槽均铣削出; S42、操作机床台板退回铣刀至启动位置,将旋转工作台转动90°,将前盘零件D、前盘零 4 CN 111545813 A 说 明 书 2/4 页 件A沿横向轴线上的刀槽均铣削出; S43、操作机床台板退回铣刀至启动位置,将旋转工作台再转动90°,将前盘零件C、前盘 零件D沿纵向轴线上的刀槽均铣削出; S44、操作机床台板退回铣刀至启动位置,将旋转工作台再转动90°,将前盘零件B、前盘 零件C沿横向轴线上的刀槽均铣削出; S5、松动定位销、松动压板,取下四个加工完毕的前盘零件; S6、将旋转工作台复位,重复步骤S3、S4、S5。 进一步地,所述的步骤S4中,在正式铣削前,需要试加工调整,即通过机床主轴运 动调整盘片铣刀的横向位置,分中、找正前盘零件需加工部分的中心尺寸、以及十字刀槽的 位置,进行试加工;然后再检测零件,调整加工参数。 进一步地,四个定位轴B中,相邻定位轴B之间沿前后或左右对称,不相邻的定位轴 B之间沿定位轴A对称。 进一步地,所述的旋转工作台的上表面开有T型槽,夹具的定位板下表面开有U型 槽,通过在T型槽和U型槽中放置键实现夹具旋转方向的固定。 优选地,所述的定位轴A、定位轴B均阶梯轴。 优选地,所述的旋转工作台和定位板上均开有与定位轴A适配的定位孔A,这两定 位孔A与定位轴A的配合采用H7/h6。 优选地,所述的定位板上开有与定位销对应的定位孔B,定位孔B的上偏差为 0.018,下偏差为0。 进一步地,所述的定位板上定位轴B周向固定有垫板,垫板将安装在定位板上由安 装头定位的前盘零件衬垫。 进一步地,所述的压板为开口钩型,其通过压紧螺母固定在定位板上。 进一步地,所述的定位板上设置有对应不同前盘零件型号的定位销孔、垫板安装 螺栓孔。 本发明具有以下优点: (1)与传统的仅安装一个前盘零件且每加工某一方向刀槽后需要重新拆卸定位销、旋 转工装上的过渡板、固定定位销相比,本方案中夹具和旋转工作台的结构设置,使得一次安 装好后,能够同时一次性对四个前盘零件进行加工,且四个前盘零件的十字刀槽仅需四次 转动旋转工作台进行铣削,避免了前盘零件的反复拆卸,减小了安装误差,不仅加工效率得 到了提高,而且加工的尺寸精度成倍提高; (2)本方案中旋转工作台和夹具的结构简单,设计制备方便,利于减小工厂的设备成 本; (3)定位销、压板、以及T型槽和U型槽的结构设计,保证了安装精度。 附图说明 图1 为前盘零件的俯视图; 图2 为前盘零件的仰视图; 图3 为本发明中夹具在旋转工作台上安装的结构示意图; 图4 为前盘零件在夹具上安装的结构示意图; 5 CN 111545813 A 说 明 书 3/4 页 图5 为压板的结构图; 图中:图中:1-旋转工作台,2-夹具,201-定位板,202-定位轴A,203-定位轴B,3-前盘零 件,4-定位销,5-压板,6-垫板。











