
技术摘要:
本发明公开了一种具有多路对接焊接平台的盘式铝转镍极耳一体机,涉及锂电池极耳制作技术领域。本发明包括放卷机构、焊接包胶机构和收卷机构,放卷机构设置在前机架的顶部,焊接包胶机构设置在中间机架的顶部,收卷机构设置在后机架的顶部,前机架和后机架对称设置在中 全部
背景技术:
极耳是锂离子聚合物电池产品的一种原材料,例如我们生活中用到的手机电池、 蓝牙电池、笔记本电池等都需要用到极耳,电池是分正负极的,极耳就是从电芯中将正负极 引出来的金属导电体,通俗的说电池正负两极的耳朵是在进行充放电时的接触点,软包装 聚合物锂离子电池的正极耳的材料通常是纯铝,电池在加工组装时需要通过焊接的方式将 电池的正负极与其他电子元件连接,然而由纯铝制成的正极极耳不能直接进行焊锡,现有 的工艺通常是在电池正极极耳的引出端焊接一端镍带,再通过镍带进行锡焊,此工艺被称 为软包装聚合物锂离子电池的正极极耳铝转镍工艺,现有的软包装聚合物锂离子电池的正 极极耳铝转镍技术有两种基本方式,一种是铝极耳在制造过程中,由极耳制造厂通过激光 焊接机将镍带焊接至正极极耳;另一种是铝极耳在极耳制造厂不进行铝转镍工艺,直接生 产单个或者盘式的铝极耳,电池制造厂采用此种极耳生产生电芯后,再通过金属超声波焊 接机或激光焊接机进行铝转镍工艺。 目前,极耳制造厂进行铝转镍焊接时,需要使用到专门的铝转镍极耳机器设备,但 是现有的盘式铝转镍极耳设备效率低,难以在同一台设备上完成,因此有必要对现有技术 进行改进,以解决上述问题。
技术实现要素:
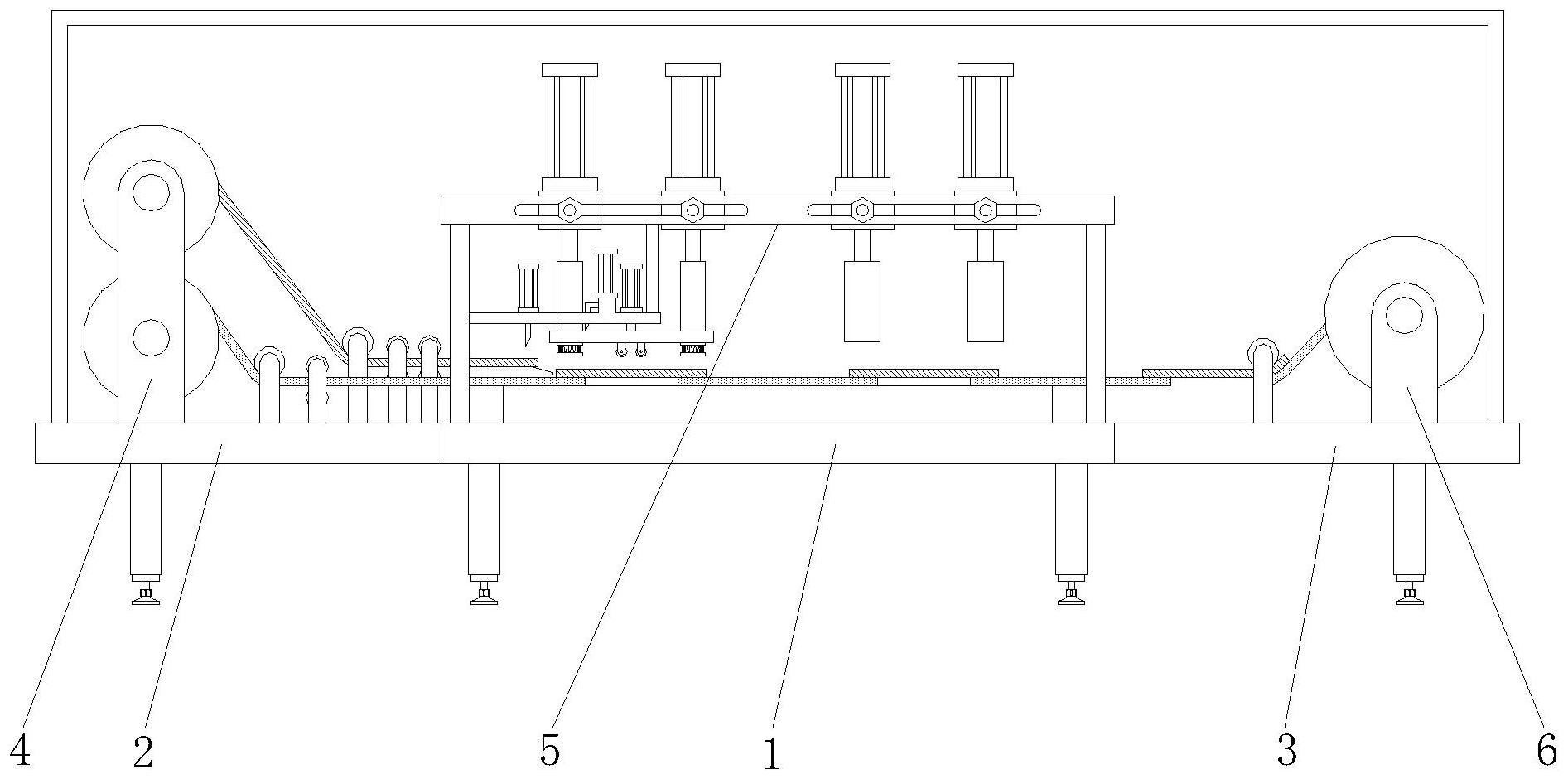
本发明的目的在于提供一种具有多路对接焊接平台的盘式铝转镍极耳一体机,通 过设置三路铝转镍极耳工艺结构,可大大提高该一体机的工作效率,本发明通过设置放卷 机构、焊接包胶机构和收卷机构,使得该设备可实现盘式收卷,通过设置压实气缸、升降框、 压辊和压框,使得该设备在焊接前可对铝带和镍带连接处进行压实,从而可提高焊接质量, 解决了现有的盘式铝转镍极耳设备效率低,难以在同一台设备上完成的问题。 为解决上述技术问题,本发明是通过以下技术方案实现的: 本发明为一种具有多路对接焊接平台的盘式铝转镍极耳一体机,包括放卷机构、 焊接包胶机构和收卷机构,所述放卷机构设置在前机架的顶部,所述焊接包胶机构设置在 中间机架的顶部,所述收卷机构设置在后机架的顶部,所述前机架和后机架对称设置在中 间机架的两侧; 所述放卷机构包括铝带放卷轮和镍带放卷轮,所述铝带放卷轮和镍带放卷轮并列 转动设置在放卷轮支撑架上,所述铝带放卷轮上缠绕有铝带,所述镍带放卷轮上缠绕有镍 带,所述铝带依次经铝带导辊、铝带清洁辊进入至焊接包胶机构内,所述镍带依次经镍带导 辊、镍带清洁辊、牵引辊进入至焊接包胶机构内; 所述焊接包胶机构包括工作台和顶支架,所述工作台和顶支架均固定在中间机架 4 CN 111554871 A 说 明 书 2/5 页 的顶部,所述顶支架的顶部从左到右分别设置有第一焊接气缸、第二焊接气缸、第一包胶气 缸和第二包胶气缸,所述第一焊接气缸、第二焊接气缸、第一包胶气缸和第二包胶气缸均分 别固定在各自的移动框上,所述移动框滑动设置在顶支架顶部的滑槽内,所述移动框的侧 面固定有螺柱,所述螺柱设置在腰孔内且通过螺栓固定,所述腰孔设置在顶支架的侧面上, 所述第一焊接气缸和第二焊接气缸的活塞杆端部均固定有激光焊接机头,所述第一包胶气 缸和第二包胶气缸的活塞杆端部均固定有包胶机头,所述第一焊接气缸下方的激光焊接机 头的前端设置有第一切刀气缸,所述第一焊接气缸下方的激光焊接机头的后端分别设置有 第二切刀气缸和压实气缸,所述第一切刀气缸、第二切刀气缸和压实气缸均固定在固定板 上,所述第一切刀气缸的活塞杆端部固定有镍带切刀,所述第二切刀气缸的活塞杆端部固 定有铝带切刀,所述压实气缸的活塞杆端部固定有升降框,所述升降框的底部设置有压辊, 其中,包胶机头的包胶方法采用现有技术加以实现,本文不作过多赘述; 所述收卷机构包括收卷轮,所述收卷轮转动设置在收卷轮支撑架上,所述收卷轮 支撑架的前端设置有收卷导辊,其中,收卷轮设置为主动轮。 进一步地,所述压辊转动设置在压辊架体上,所述压辊架体的端部与螺母座固定 连接,所述螺母座活动套设在双向丝杆上,所述双向丝杆通过第一轴承座支撑,所述双向丝 杆的端部固定有第一伞齿轮,所述第一伞齿轮与第二伞齿轮相啮合,所述第二伞齿轮固定 套设在转轴上,所述转轴通过第二轴承座支撑,所述转轴的端部通过联轴器与电机的输出 轴固定连接,所述第一轴承座、第二轴承座和电机均固定在升降框上。 进一步地,所述激光焊接机头的下端依次穿过固定板和升降框,所述激光焊接机 头的下端设置有压框,所述压框通过若干个弹簧固定在激光焊接机头的下端底部。 进一步地,所述工作台上设置有限位板,所述限位板设置有六个,六个所述限位板 呈点阵状均匀设置。 进一步地,所述第一焊接气缸、第二焊接气缸、第一包胶气缸和第二包胶气缸均设 置有三个,所述放卷机构和收卷机构亦均设置有三个,三个所述第一焊接气缸、第二焊接气 缸、第一包胶气缸、第二包胶气缸、放卷机构和收卷机构组成三路铝转镍极耳工艺结构。 进一步地,所述镍带切刀的下方设置有支撑板,所述支撑板固定在顶支架的立柱 上,所述镍带放置在支撑板上。 进一步地,所述铝带和镍带依次首尾焊接,且所述铝带和镍带的连接处设置有极 耳胶。 本发明具有以下有益效果: 1、本发明通过设置三路铝转镍极耳工艺结构,可大大提高该一体机的工作效率, 且第一焊接气缸与第二焊接气缸之间的间距和第一包胶气缸与第二包胶气缸之间的间距 均可自由调节,从而能制造不同长度的铝转镍极耳,使用更加方便。 2、本发明通过设置放卷机构、焊接包胶机构和收卷机构,使得该设备可实现盘式 收卷,当需要使用铝转镍极耳时,通过切断机构将整个盘式铝转镍极耳切成小段即可使用, 方便快捷。 3、本发明通过设置压实气缸、升降框、压辊和压框,使得该设备在焊接前可对铝带 和镍带连接处进行压实,从而可提高焊接质量,避免出现气孔、凹坑、咬边等焊接缺陷。 当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。 5 CN 111554871 A 说 明 书 3/5 页 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的 附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领 域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附 图。 图1为本发明的整体结构示意图; 图2为本发明的放卷机构结构示意图; 图3为本发明的焊接包胶机构结构示意图; 图4为本发明图3中A处结构放大图; 图5为本发明的收卷机构结构示意图; 图6为本发明的焊接包胶机构整体外观图; 图7为本发明的升降框内部结构示意图; 图8为本发明的铝转镍极耳结构示意图; 附图中,各标号所代表的部件列表如下: 1、中间机架;2、前机架;3、后机架;4、放卷机构;5、焊接包胶机构;6、收卷机构;7、 极耳胶;401、放卷轮支撑架;402、铝带放卷轮;403、镍带放卷轮;404、铝带;405、镍带;406、 铝带导辊;407、铝带清洁辊;408、镍带导辊;409、镍带清洁辊;410、牵引辊;501、工作台; 502、顶支架;503、第一焊接气缸;504、第二焊接气缸;505、第一包胶气缸;506、第二包胶气 缸;507、移动框;508、螺柱;509、螺栓;510、腰孔;511、激光焊接机头;512、包胶机头;513、第 一切刀气缸;514、镍带切刀;515、固定板;516、支撑板;517、第二切刀气缸;518、压实气缸; 519、铝带切刀;520、升降框;521、压辊;522、压辊架体;523、螺母座;524、双向丝杆;525、第 一轴承座;526、第一伞齿轮;527、第二伞齿轮;528、转轴;529、第二轴承座;530、电机;531、 弹簧;532、压框;533、限位板;601、收卷导辊;602、收卷轮;603、收卷轮支撑架。











