
技术摘要:
本发明公开了一种超声波测定V型辊裂纹深度的方法,包括在轧辊辊肩以外的轧辊侧壁处设置一组相对的超声波发射装置和超声波接收装置的步骤,所述超声波发射装置的发射位置点与所述超声波接收装置的接收位置点距离轧辊轴线的距离相等;并且,所述发射位置点和接收位置点两 全部
背景技术:
现有技术中,条钢生产厂家在利用异形轧辊生产小方坯的过程中,经轧制一定量 产品后,在V型辊V型槽底部会出现开裂情况,此时,如果不及时处理,在生产过程中就会出 现V型辊断裂并造成事故。对于V型辊来说,最深的裂纹大多存在于V型槽底的中心位置,且 此处裂纹越深,危害越大,有些开裂处,深度可达几十毫米。另一方面,由于此类轧辊自重较 重,最适合的方式应该是在现场原地进行裂纹深度的探测。从V型辊本身来说,其整体外观 尺寸较大,其中V型槽位于辊身靠近驱动一侧的位置处。 检索相关钢材裂纹深度探测的技术文件后了解到,对于V型辊的裂纹深度探测,由 于外形、尺寸、及裂纹深度情况限制,使用着色、磁法检测深度会存在一定难度。有关表面开 口裂纹的检测方法,有声表面波传播时间测量法、裂缝尖端的端部回波测量法等,方法大多 用在平面钢材上下表面不穿透类型裂纹的开裂深度探测方面,在涉及到衍射信号探测时 候,探测形式多采取一对相同参数的超声传感器裂纹两侧进行不同形式的测量。在应用在V 型辊靠近V型槽底有弧度的表面时,如果采用类似方法,则需要对超声传感器接触面做出适 应被测工件弧面的处理,以利于声波传入工件。而V型辊槽底裂纹深浅不定,如果采用诸如 端部衍射法等通常需要固定角度斜探头入射声波的方式,则距离槽底远近不同,检测面弧 度有所差异,势必给传感器制作造成麻烦。同时,上述方法在声信号微弱的情况下会导致衍 射或反射信号难以辨识而不好使用。
技术实现要素:
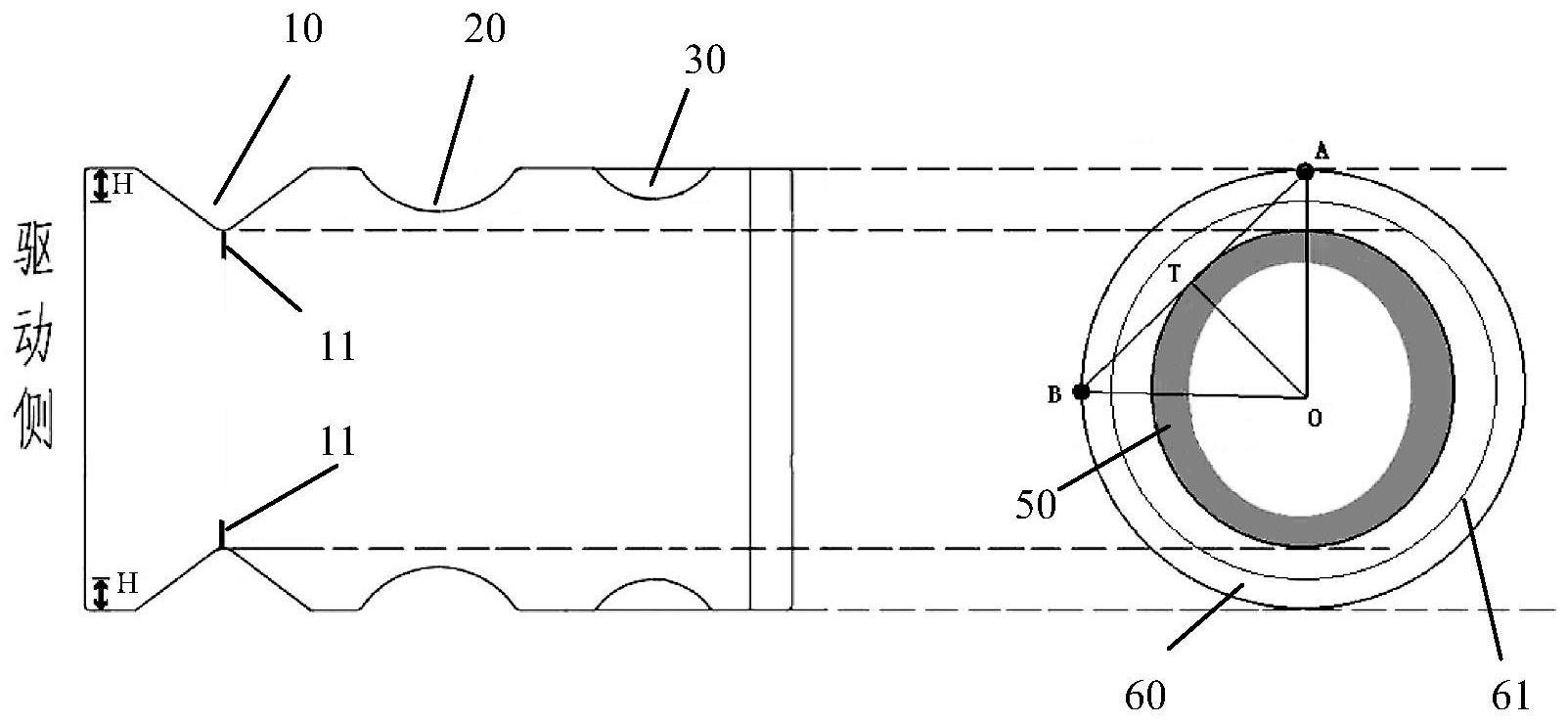
本发明所要解决的技术问题在于提供一种可以在不需要挪动V型辊的情况下,实 现对生产现场V型辊V形槽底可能存在的裂纹深度进行探测的方法。 其所要解决的技术问题可以通过以下技术方案来实施。 一种超声波测定V型辊裂纹深度的方法,包括在轧辊辊肩以外的轧辊侧壁处设置 一组相对的超声波发射装置和超声波接收装置的步骤,所述超声波发射装置的发射位置点 与所述超声波接收装置的接收位置点距离轧辊轴线的距离相等;并且, 所述发射位置点和接收位置点两点的连线与V型槽底所形成的圆在同一轧辊断面 上的投影相交叉。 作为本技术方案的进一步改进,所述发射位置点和接收位置点两点的连线与V型 槽底所形成的圆在同一轧辊断面上的投影相切。 也作为本技术方案的进一步改进,超声波发射装置所发射的超声波频率范围在 1MHz-5MHz之间。 作为本技术方案的更进一步改进,所述超声波发射装置所发射的超声波为纵波或 3 CN 111595937 A 说 明 书 2/4 页 横波。 还作为本技术方案的进一步改进,所述发射位置点距离轧辊侧壁边缘57mm范围 内。 作为本发明的优选实施例,所述超声波发射装置所发射超声波到达V型槽底时,其 设定声场宽度大于环状开裂面预估宽度。 也作为本发明的优选实施例,所述超声波发射装置和超声波接收装置为超声波传 感器。 采用上述技术方案的超声波测定V型辊裂纹深度的方法,通过采用一种点对点的 方式来测定V型辊槽底裂纹深度,技术上突破常规,以更方便操作人员实施的方式,在辊身 端部实施深度探测,可以方便地、在不需要挪动V型辊的情况下,实现对生产现场V型辊V形 槽底可能存在的裂纹深度进行探测。通过该方法,可以进行轧辊能否继续正常使用的前期 安全判断,并为此类轧辊的使用经验积累提供量化分析手段。解决了目前V型辊在槽底的较 深裂纹无法快捷方便地在现场实施深度探测评价的问题。 附图说明 图1为斜入射时的声压往复透射率计算结果; 图2为本发明检测方法中超声波入射点和接受点所处位置区域侧视图; 图3为本发明检测方法中超声波入射点和接受点所处位置区域、开裂面,以及超声 波信号发射/接受路径的断面投影分布图; 图4为超声波在轧辊内部V型槽底和开裂断面位置处垂直入射到开裂断面的示意 简图;











