
技术摘要:
本发明公开了一种用于涡轮发动机转子扇区(1)的唇缘(2)的涂层的工具装置,其包括用于转子扇区(1)的支撑件(3),适于插入转子扇形(1)的定心板(4),所述定心板(4)具有中心套(41)和工具(5),所述工具(5)包括适于插入到定心板(4)的中心套(41)的定心臂(6),适于喷涂陶瓷材料的 全部
背景技术:
涡轮喷气发动机以已知方式包括通常称为迷宫式密封的密封部分,这种密封特别 有利于实现旋转部件之间的密封。迷宫式密封一方面包括在一个部件上产生的耐磨材料的 轨迹,另一方面包括在另一部件上形成,并适于与耐磨材料的轨迹接触的一组唇缘,该接触 实现了密封功能。 在操作期间,由于唇缘抵靠所述轨道的摩擦,唇缘和轨道之间的接触导致轨道的 磨损。反复出现的问题是耐磨材料从轨道到唇缘的转移,以及唇缘涂层,通常是陶瓷材料涂 层的磨损。 耐磨性尤其取决于用于在唇缘上沉积涂层的方法。通常将陶瓷材料喷涂到唇缘 上。涂层耐磨性的决定性参数是喷涂角度。实际上,喷雾角度越闭合,陶瓷材料的附着力越 弱。通常,由于严重影响涂层内聚力的烟囱中孔隙的形成,因此以小于30°的喷涂角度进行 喷涂会导致非常低的附着力(更通常称为阴影现象)。然而,转子段的几何形状,尤其是设置 有叶片的转子的几何形状对于涂层的喷涂是有问题的,并且仅允许使用在10°数量级的非 常小的喷涂角度。 图1表示涡轮发动机的转子扇区1的实施例,该扇区包括多个叶片根部11,在这些 叶片根部之间定位有唇缘2。转子扇区1是叶片扇区。叶片根部11分别与相对于转子扇区1的 中心轴线(未示出)径向地延伸的叶片12相关联。图2是唇缘2的实施例的详细视图,示意了 唇缘2上的唇缘主体21和涂层22,该涂层22通常由陶瓷材料制成。 从图1容易理解,叶片根部11和叶片12的存在限制了在唇缘2上喷涂涂层的可能 性。
技术实现要素:
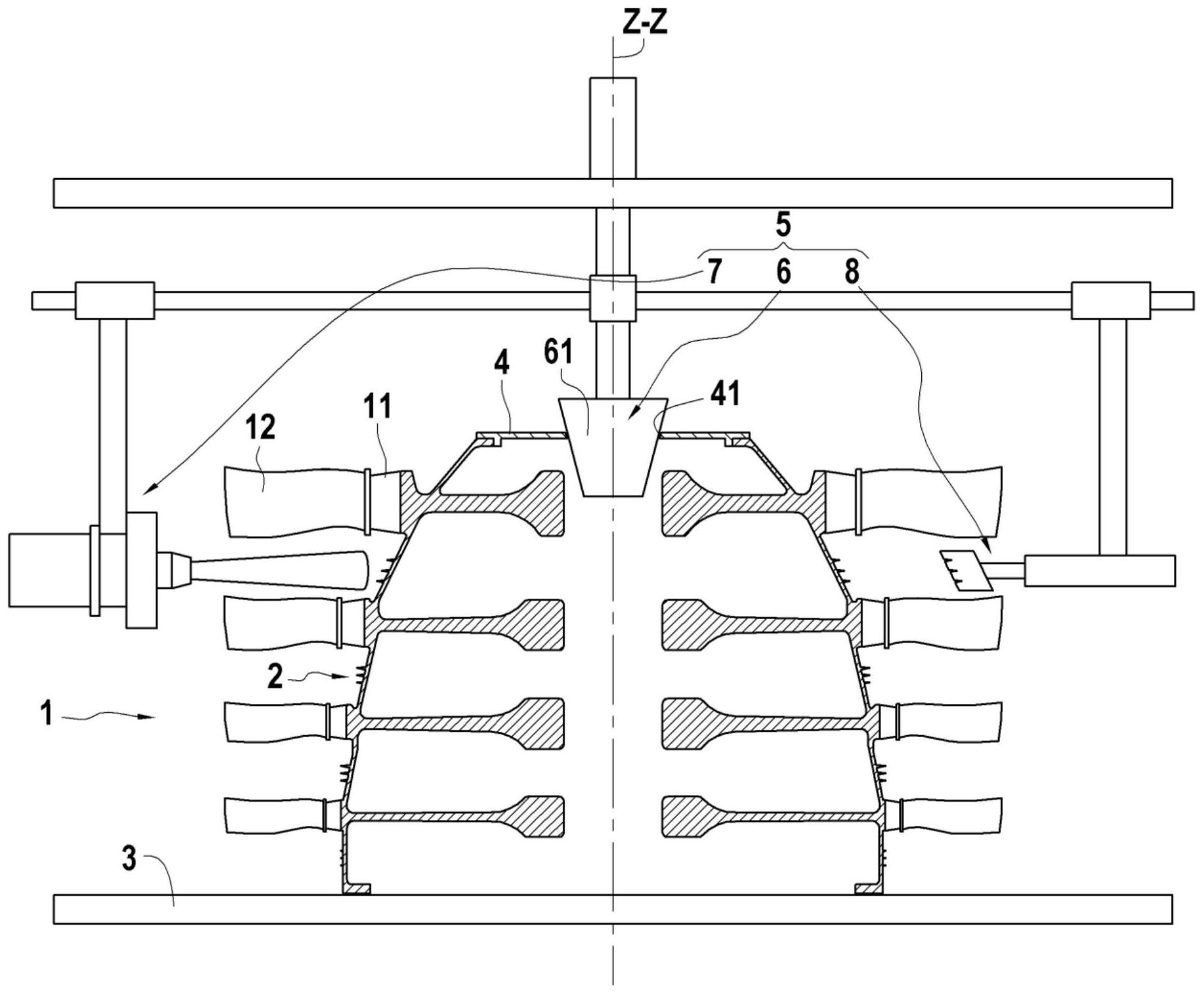
为了至少部分地应对这些问题,本公开涉及一种用于涡轮发动机转子扇区的唇缘 的涂层的工具装置,其包括用于转子扇区的支撑件,适于插入到转子扇区中的定心板,所述 定心板具有中心套,包括定心臂的工具,所述定心臂适于被插入到定心板的中心套中,适于 喷涂陶瓷材料的喷炬,以及机加工工具,所述工具装置配置为通过定心板,相对于转子扇区 定位工具,并同时地在转子扇区上进行唇缘的两个不同扇区上的陶瓷材料的喷涂和机加 工。 根据一个实施例,将喷炬和机加工工具定位在定心臂的两侧。 可选地,定心臂和定心板包括旋转装置,该旋转装置允许定心臂相对于定心板的 相对旋转。 然后,支撑件通常可相对于工具旋转运动。 3 CN 111571803 A 说 明 书 2/4 页 根据一个实施例,机加工工具和喷炬各自相对于定心臂可滑动地安装。 机加工工具包括例如,切割部分,该切割部分的形状对应于待加工的唇缘的负片。 本发明还涉及一种用于形成涡轮发动机转子扇区的唇缘的耐磨涂层的方法,其 中:提供包括多个唇缘的涡轮发动机转子扇区,转子扇区定位在支撑件上,定心板固定在转 子扇区的开放端,转子扇区的相对端放置在支撑件上,所述定心板具有中心套,通过将定心 臂插入到定心板的中心套,将工具相对于转子扇区定位,所述工具设有喷炬和机加工工具, 驱动转子扇区相对于该工具旋转,喷炬被致动以将陶瓷材料喷涂到转子扇区的唇缘上,机 加工工具被定位成机加工所述唇缘,同时通过喷炬进行陶瓷材料的喷涂。 可选地,所述方法还包括:移除机加工工具的步骤,并且进行将陶瓷材料喷涂到唇 缘上的步骤。 附图说明 通过阅读以下通过非限制性实施例给出的本发明不同实施方式的详细描述,将更 好地理解本发明及其优点。本说明书参考了附图页面,在这些附图页面上: 图1:上述图1是转子扇区的视图。 图2:上述图2是图1的转子扇区的详细视图。 图3:图3示意性地表示根据本发明一方面的工具装置和方法。 图4:图4示意性地表示根据本发明一个方面的工具装置和方法。 图5:图5示意性地表示根据本发明的一方面的工具装置和方法。 在所有附图中,共同的元件由相同的附图标记标识。











