
技术摘要:
本发明公开了一种智能环保锻造成型设备,包括机架,机架前面通过螺钉固定有红冲组件,红冲组件左侧下方设有控制箱,控制箱顶部通过螺钉与机架固定,机架右侧设有工件输送装置组件,工件输送装置组件上方设有上下料组件,上下料组件通过螺钉固定在红冲组件上,工件输送 全部
背景技术:
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一 定机械性能、一定形状和尺寸锻件的加工方法,锻压的两大组成部分之一。通过锻造能消除 金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金 属流线,锻件的机械性能一般优于同样材料的铸件。 而红冲工艺就是锻造的一种,目前红冲工艺的具体加工方法是将黄铜棒加热到赤 红以后,大约温度在680~730度,人工或半自动放入冲床的热冲模具中进行一次性挤压成 型。在日常生产工艺中传统中,红冲设备各工序连接不紧凑,需要很多设备,而且设备占地 面积大,输送路线长,红冲品质不稳定,工件容易产生切屑飞边,管控品质精度低,每台设备 需要专人操作,人工成本高,生产效率低。
技术实现要素:
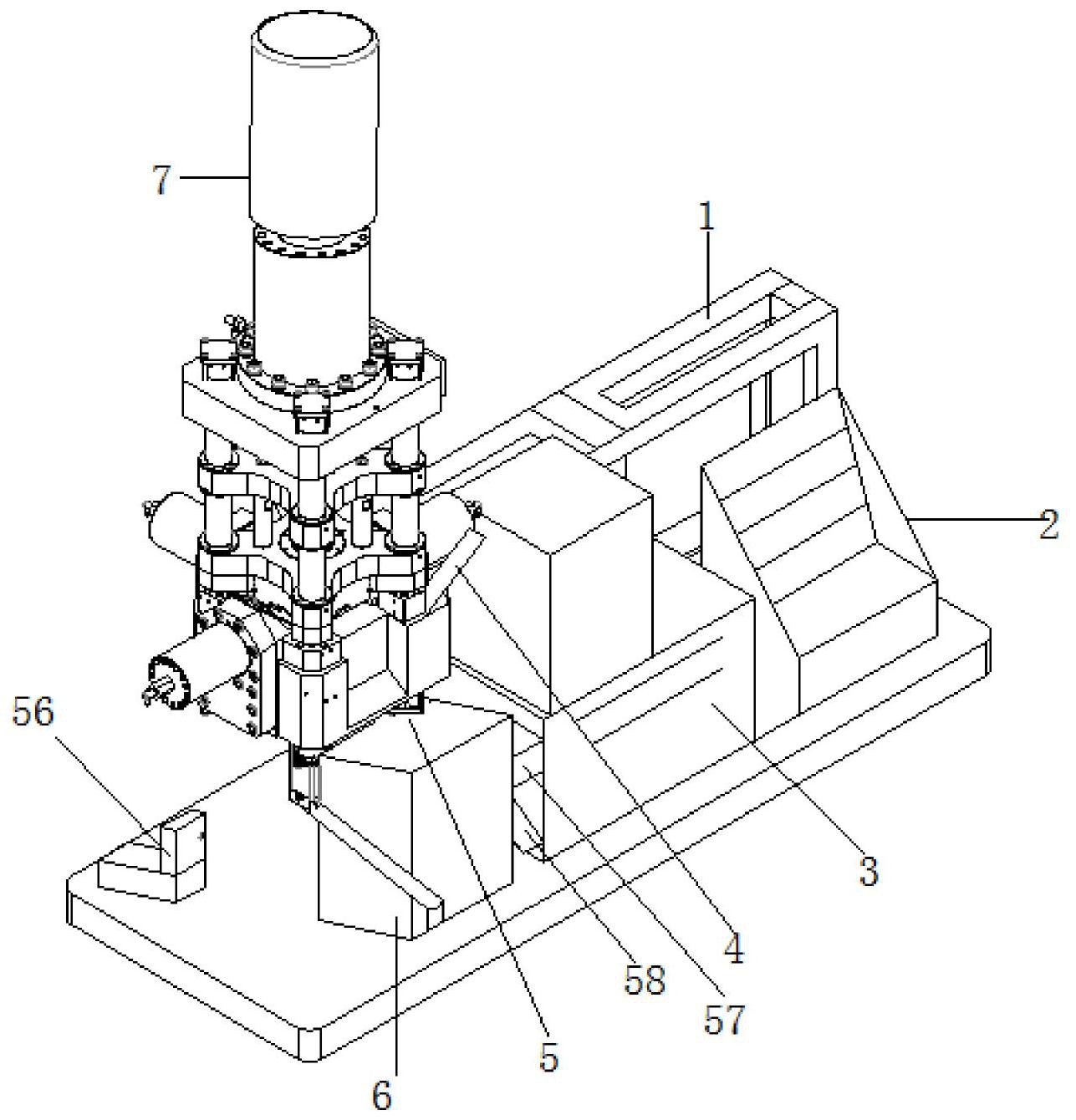
本发明的目的在于提供一种智能环保锻造成型设备,具有能实现自动上下料、智 能加热、节省材料、节省能源、节省时间、节省人力与空间、环保无噪音、速度快,自动化程度 高的优点,解决了现有技术中的问题。 为实现上述目的,本发明提供如下技术方案:一种智能环保锻造成型设备,包括机 架,所述机架前面通过螺钉固定有红冲组件,所述红冲组件左侧下方设有控制箱,所述控制 箱顶部通过螺钉与机架固定,机架右侧设有工件输送装置组件,所述工件输送装置组件上 方设有上下料组件,所述上下料组件通过螺钉固定在红冲组件上,所述工件输送装置组件 后方设有中频加热炉组件,所述中频加热炉组件与工件输送装置组件之间设有滑槽装置, 所述滑槽装置分别连接中频加热炉组件和工件输送装置组件,所述滑槽装置左侧设有红外 温控检测探头,所述红外温控检测探头通过螺钉固定在机架上,所述红外温控检测探头下 方设有回收槽,所述回收槽通过螺钉固定在机架上,所述回收槽顶部连接滑槽装置,所述中 频加热炉组件后方设有提升机上下料组件,提升机上下料组件通过螺钉固定在机架上,所 述中频加热炉组件连接提升机上下料组件,所述机架内侧底部后方通过螺钉固定有液压站 组件,所述液压站组件前方设有搅拌喷墨装置组件,所述搅拌喷墨装置组件前方设有比例 阀控制模组,所述搅拌喷墨装置组件和比例阀控制模组均通过螺钉固定在机架上。 优选的,所述提升机上下料组件包括料斗、板式提升结构、链式直线传输旋转结 构、气缸直线推料结构,所述料斗通过螺钉固定在提升机上下料组件顶部右侧,所述料斗左 侧设有板式提升结构,所述板式提升结构通过螺钉固定在提升机上下料组件上,所述提升 机上下料组件右面通过螺钉固定有气缸直线推料结构,所述气缸直线推料结构与板式提升 结构之间设有链式直线传输旋转结构,所述链式直线传输旋转结构分别连接气缸直线推料 结构和板式提升结构。 4 CN 111570700 A 说 明 书 2/6 页 优选的,所述工件输送装置组件包括传送气缸、导向座、活动滑块、直线导轨a、后 侧板、磁铁板、复位气缸、减速机a、伺服电机a、直线导轨b、限位气缸、前侧板、送料机械手组 件、前限位块、限位块、齿条、齿轴,所述后侧板前面设有前侧板,所述前侧板和后侧板通过 固定杆固定,所述前侧板前面左侧上方通过螺钉固定有前限位块,所述前限位块右侧设有 限位块,所述限位块下方设有直线导轨b,所述直线导轨b通过滑动安装在前侧板上,所述直 线导轨b上方设有限位气缸,所述限位气缸通过螺钉固定在前侧板上,所述直线导轨b右侧 设有复位气缸,所述复位气缸左侧通过螺钉固定在前侧板上,所述前侧板底部通过螺钉固 定有减速机a,所述减速机a前面通过螺钉固定有伺服电机a,所述减速机a后方通过套装固 定有齿轴,所述后侧板面左侧与直线导轨b对应设有导向座,所述导向座通过螺钉固定在后 侧板上,所述后侧板后面通过螺钉固定有传送气缸,所述导向座与传送气缸对应处开设有 开口,所述前侧板与后侧板之间底部设有滑动槽,所述前侧板与后侧板之间设有送料机械 手组件,所述送料机械手组件通过滑动安装在滑动槽内,所述送料机械手组件右侧设有直 线导轨a,所述直线导轨a通过滑动连接安装在滑动槽上,所述前侧板前面左右两侧和后侧 板后面左右两侧均通过螺钉固定有磁铁板,所述磁铁板上均开设有螺纹孔。 优选的,所述上下料组件包括:安装座、伺服电机b、减速机b、直线导轨c、齿轮、齿 条板、接料托架和接料滑圈,所述伺服电机b下端表面通过螺丝固定设有减速机b,所述减速 机b底部通过螺钉固定有安装座,所述安装座通过轴承固定有齿轮,所述齿轮后面设有齿条 板,所述齿条板通过滑槽固定在安装座上,安装座右侧底部通过螺钉固定有直线导轨c,所 述直线导轨c左端通过支架活动套装设有接料托架,所述接料托架上端表面通过焊接固定 设有接料滑圈。 优选的,所述红冲组件包括:液压油缸a、上机板、滑动组件a、滑动组件b、抽芯组件 a、抽芯组件b、模具固定板、气缸、上模顶料板、弹簧、上模框、上模芯、下模芯、活塞杆连接 板、滑块铜套、滑块支架和导套模具固定板,所述液压油缸a下方设有上机板,所述上机板下 方设有活塞杆连接板,所述活塞杆连接板下方设有活动组件a,所述滑动组件a底部设有滑 动组件b,所述滑动组件下方设有模具固定板,所述模具固定板右侧上方设有抽芯组件b,所 述抽芯组件右面中间设有抽芯组件a,所述活塞杆连接板通过套装固定在上机板和滑动组 件a之间,所述活塞杆连接板底部通过螺钉固定有滑块铜套,所述活塞杆连接板下方中间设 有气缸,所述气缸底部通过螺钉固定在上模顶料板上,所述上模芯外侧滑动连接有上模框, 所述上模框底部设有模具固定板,所述导套模具固定板安装在模具固定板上,所述上模顶 料板下方设有弹簧,所述弹簧下方设有上模芯,所述上模芯下方设有下模芯。 优选的,所述控制箱内部上方设有控制器,所述控制器下方设有网络接口,控制器 和网络接口分别固定在控制箱内壁。 优选的,所述抽芯组件b包括:液压油缸b、推动滑块和冲头,所述液压油缸右面通 过套装固定有推动滑块,所述推动滑块右面通过螺纹固定有冲头。与现有技术相比,本发明 的有益效果如下: 1 .本一种智能环保锻造成型设备采用立式由上向下合模加工结构全自动智能环 保锻造成型设备,自动化程度高,面板操作功能齐全,各部件排列紧凑,占用空间小,生产过 程可随时进行调节,无论是速度,时间还是压力,三方向自动定位抽芯,可以分别控制开始 和退回的时间,能够点动前进、后退,点动压力小,速度慢,确保精确度,生产过程可随时进 5 CN 111570700 A 说 明 书 3/6 页 行调节,无论是速度,时间还是压力。 2.本一种智能环保锻造成型设备整机配合自动化程度高,上下料组件自动完成上 下料,智能加热速度快。相对现有的传统工艺,省略人工上下料步骤,避免操作工人因工序 复杂使体力过度劳累,降低安全隐患,提高锻造过程的安全性,有效减少人工,一个工人可 以控制三台机器左右,对提高生产效益强有力的支持。 3.本一种智能环保锻造成型设备连续性好,上下料组件在送入坯料的同时,将完 成锻造成形的零件自动从上模组件中取出,压缩上下料时间,连续作业无停顿,大大提高的 生产效率,智能加热设备采用实时非接触的红外温控检测系统,全程精准控制坯料加热温 度;可按照各种金属锻造工艺技术需要的温度,设置不同的坯料加热温度,确保最佳冲压锻 造成型温度,提升产品质量。 附图说明 图1为本发明一种智能环保锻造成型设备的整体结构示意图; 图2为本发明一种智能环保锻造成型设备的机架背部示意图; 图3为本发明一种智能环保锻造成型设备的工件输送装置组件示意图; 图4为本发明一种智能环保锻造成型设备的工件输送装置组件示意图; 图5为本发明一种智能环保锻造成型设备的红冲组件剖视图; 图6为本发明一种智能环保锻造成型设备的红冲组件整体示意图; 图7为本发明一种智能环保锻造成型设备的抽芯组件b示意图; 图8为本发明一种智能环保锻造成型设备的上下料组件示意图; 图9为本发明一种智能环保锻造成型设备的控制箱示意图。 图中标注说明:1机架、2提升机上下料组件、3中频加热炉组件、4滑槽装置、5工件 输送装置组件、6上下料组件、7红冲组件、8比例阀控制模组、9搅拌喷墨装置组件、10液压站 组件、11传送气缸、12导向座、13送料机械手组件、14活动滑块、15直线导轨a、16伺服电机a、 17减速机a、19齿条、20复位气缸、21直线导轨b、22限位气缸、23限位块、25安装座、26伺服电 机b、27减速机b、28直线导轨c、29齿轮、30齿条板、31接料托架、32接料滑圈、33液压油缸a、 34上机板、35滑动组件a、36滑动组件b、37抽芯组件a、38抽芯组件b、39模具固定板、40气缸、 41上模顶料板、42弹簧、43上模框、44上模芯、45下模芯、48活塞杆连接板、49滑块铜套、50滑 块支架、51导套模具固定板、52液压油缸b、53推动滑块、54冲头、56控制箱、57红外温控检测 探头、58回收槽、59网络接口、60控制器。











