
技术摘要:
本发明公开了一种中间包水口控流系统及方法,根据结晶器内钢液的液面高度实时调整电磁式控流机构线圈的电流大小,从而实时调整电磁场大小,实现了水口内钢液流速的精确控制,这种结构及控制方式不受水口大小限制,可以适用于不同大小的水口,同时通过电信号来实现水口 全部
背景技术:
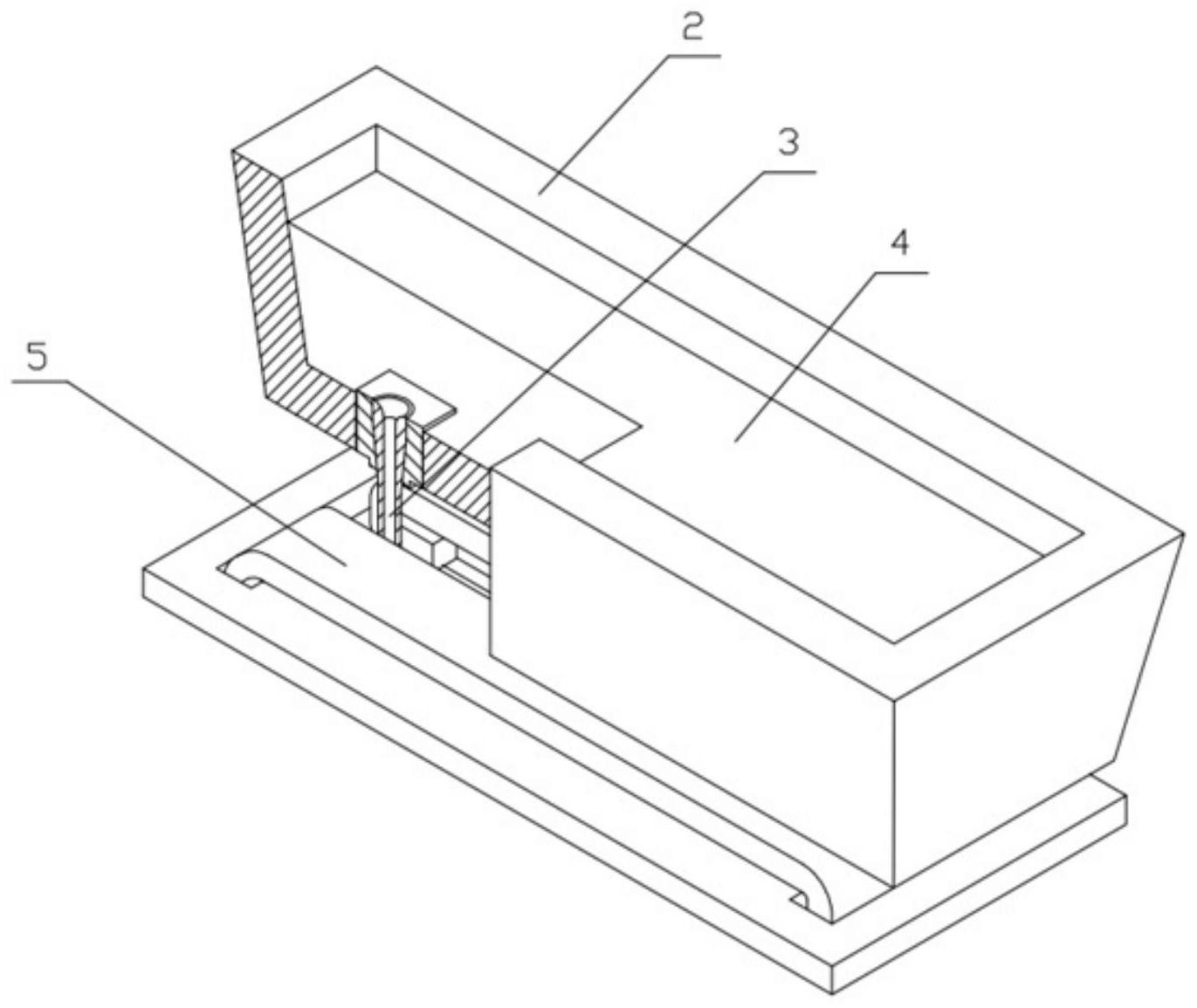
为了适应连铸生产中拉速的不稳定,需要实时调整中间包内钢液从中间包水口内 流出的速度,拉坯速度的不同,流过中间包水口内的钢液速度也应该不同,这样才能保证整 个连铸生产的连续。另一方面,连铸坯质量的好坏,与结晶器钢液高度控制精度有密切关 系,结晶器钢液高度控制越精确,铸坯质量就越好,因此精确控制结晶器中钢液高度,可以 很大程度地保证连铸生产铸坯的质量。因此,开发一种可以适用于不同大小、不同种类的中 间包水口,并实现自动精确控制结晶器液面高度的中间包水口控流技术是非常有必要的。 现有用于中间包水口流速控制的技术主要是采用塞棒机构法,利用液压系统或者 电动系统,控制塞棒与水口之间的间隙来控制中间包水口流速。如授权公告号为 CN104646653B,名称为一种塞棒与水口安全配合的塞棒控流结构的发明专利;公开号为 CN111136255A,名称为一种抑制中间包下渣的控流结构的发明申请。塞棒机构的典型结构 如图1和2所示,1-塞棒,2-中间包,3-水口,4-钢液,通过控制塞棒1与水口3之间的间隙来控 制中间包水口3内钢液的流速,从而控制结晶器内钢液液面高度(中间包内的钢液通过水口 流入到结晶器内),这种结构及控制方式主要存在以下缺点: (1)机械结构复杂,响应不及时,机械精度差,控制效果不理想,对结晶器液面高度控制 精度差; (2)由于塞棒本身需要有一定的强度,塞棒具有一定的直径大小,因此,只适用于较大 的中间包水口,并不适合较小的中间包水口,适应性差; (3)每次更换中间包都需要进行更换塞棒,增加了操作更换时间,不利于连续生产,并 且浪费量大,不利于环保。
技术实现要素:
本发明的目的在于提供一种中间包水口控流系统及方法,以解决现有控流机构响 应慢、控制精度不高以及适应性差等问题。 本发明独立权利要求的技术方案解决了上述发明目的中的一个或多个。 本发明是通过如下的技术方案来解决上述技术问题的:一种中间包水口控流系 统,包括中间包以及设于所述中间包底壁上的水口,其特征是,还包括:电磁式控流机构、液 面高度探测器以及控制装置;所述水口穿过电磁式控流机构,所述液面高度探测器设于结 晶器上;所述控制装置根据液面高度探测器检测的液面高度信号来调整电磁式控流机构的 线圈电流大小,实现对水口内钢液流速的控制。 本发明的电磁式中间包水口控流系统,控制装置根据结晶器内液面高度实时调整 电磁式控流机构线圈的电流大小,从而实时调整电磁场大小,实现了水口内钢液流速的精 3 CN 111570781 A 说 明 书 2/5 页 确控制,这种结构形式不受水口大小限制,可以适用于不同大小的水口,同时通过电信号来 实现水口内钢液流速的调整,没有机械结构,具有响应速度快,控制精度高,无材料损耗,可 以实现连续生产以及节能环保等优势。 进一步地,所述电磁式控流机构包括环形铁芯、第一线圈以及第二线圈;在所述环 形铁芯的相对两侧分别设有第一凸极和第二凸极,由第一凸极和第二凸极构成一对磁极; 所述第一线圈、第二线圈分别绕装在第一凸极、第二凸极上;所述第一线圈、第二线圈分别 与控制装置连接,所述水口穿过第一凸极与第二凸极之间的间隙。 环形铁芯能够集中磁力线并形成闭合磁路,在水口穿过处采用凸极结构,更有利 于磁力线集中在水口处,且通过中间包水口并形成闭合磁路,提高了电磁场对水口内钢液 的作用力;第一线圈、第二线圈通以相同方向的电流,控制装置根据结晶器液面高度信号实 时调整第一线圈、第二线圈的电流大小,从而实现对水口内钢液流速的精确控制。 进一步地,所述水口有多个,所述磁极有多对,每对磁极对应一个水口。 为了保证中间包内钢液流入结晶器的均匀性,采用多水口结构,每个水口的结构 尺寸相同,通过一个电磁式控流机构中的多对磁极可以同时控制多个中间包水口内钢液的 流速。 进一步地,所述液面高度探测器采用电涡流传感器,电涡流传感器能动态地、非接 触地测量被测金属液面距离探头表面的距离,从而得出结晶器内钢液的实时高度,非接触 式的检测方式避免了探测器本身对液面高度的影响,提高了液面高度的检测精度,间接地 提高了水口内钢液流速的控制精度。 进一步地,所述控制装置为以S7-300PLC为核心的控制模块。 本发明还提供一种中间包水口控流方法,应用于如上所述中间包水口控流系统, 包括: 步骤1:获取结晶器内钢液的液面高度; 步骤2:将所述步骤1中液面高度与设定高度比较,并根据比较差值调整第一线圈、第二 线圈的电流大小,改变电磁场的强度,实现对水口内钢液流速的控制。 进一步地,所述步骤2中,对比较差值进行PID控制算法后得到液面高度差,将所述 液面高度差转换为电流信号并输入至第一线圈和第二线圈。 不同的液面高度差输出不同大小的电流信号,通过不同大小的电流信号调整第一 线圈和第二线圈的电流大小,使结晶器内钢液的液面高度维持在设定高度,整个控制过程 为闭环控制,控制精度高,响应快。 有益效果 与现有技术相比,本发明所提供的一种中间包水口控流系统及方法,根据结晶器内钢 液的液面高度实时调整电磁式控流机构线圈的电流大小,从而实时调整电磁场大小,实现 了水口内钢液流速的精确控制,这种结构形式不受水口大小限制,可以适用于不同大小的 水口,同时通过电信号来实现水口内钢液流速的调整,没有机械结构,具有响应速度快,控 制精度高,无材料损耗,可以实现连续生产以及节能环保等优势。 附图说明 为了更清楚地说明本发明的技术方案,下面将对实施例描述中所需要使用的附图 4 CN 111570781 A 说 明 书 3/5 页 作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一个实施例,对于本领域普 通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。 图1是本发明











