
技术摘要:
一种透光装置及使用方法,包括筒节,筒节内部设置有T型撑胎胎具,筒节中心位置设置有激光底座,筒节两端设置有滚圆垫板,筒节组队安装,位于激光底座上设置有透光板,每组筒节设置在滚轮架上,滚轮架为三组,两组滚轮架之间设置有第三组滚轮架,滚轮架设置在刚性轨道上 全部
背景技术:
国内在回转设备制造过程中,一般采用在中心拉钢丝进行检测,拉钢丝虽然简单, 但在测量精度上易出现偏差,精度难以保证,容易造成检测不合格和返工,既影响工期,又 增加成本。
技术实现要素:
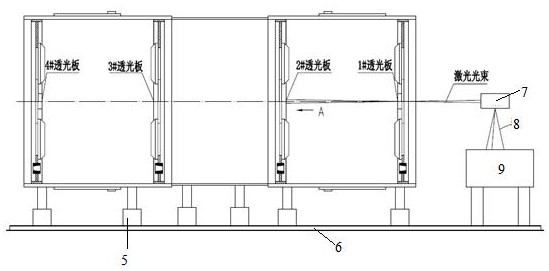
为了克服上述现有方法存在的缺点,本发明的目的在于提供一种透光装置及使用 方法,采用激光直线原理进行同心度检查,克服了传统技术的缺陷,在制造过程中实时监 控,可以有效的控制质量,保证精度。 为了实现上述目的,本发明采用的技术方案是: 一种透光装置,包括筒节1,所述的筒节1内部设置有T型撑胎胎具10,筒节1中心位置设 置有激光底座2,所述的筒节1两端设置有滚圆垫板3,所述的筒节1组队安装,位于激光底座 2上设置有透光板4,每组筒节1设置在滚轮架5上,所述的滚轮架5为三组,两组滚轮架5之间 设置有第三组滚轮架5,所述的滚轮架5设置在刚性轨道6上,滚圆垫板3面向滚轮架5,筒节1 一侧设置有经纬仪7,经纬仪7通过三角支架8设置在透光平台9上。 所述的筒节椭圆度≤2mm。 所述的透光板4为1#、2#、3#、4#透光孔。 一种透光装置的使用方法。 1、筒节1利用T型撑胎胎具10撑胎,椭圆度≤2mm,机床加工筒节1的滚圈垫板3和透 光底座2,滚圈垫板3与透光工装同刀加工,同心度控制在0.1mm以内;壳体翻身加工时,以滚 圈垫板3外圆为基准找中心,再进行环缝和透光板的加工; 2、筒节1组对,利用三组同规格滚轮架5布置在刚性轨道6上,并调平; 3、利用经纬仪7及透光工装进行透光组对; (1)将设备置于滚轮架5上,滚轮架5基础结实,避免检测过程中,设备晃动; (2)在设备右侧设置钢平台,平台须做到固定、且不晃动; (3)在设备中心透光底座2安装透光板4; (4)将激光经纬仪7置于检测平台上,调整三角支架8,将激光经纬仪7初找正; (5)利用激光光束调整经纬仪7,使经纬仪光束透过1#透光孔、并检查4#透光板上光斑 是否与透光板同心; (6)调整焦距及三角支架8,使得经纬仪光束能1#/4#透光孔同心,即在不改变经纬仪光 束方向的前提下,仅调整光斑大小,使得激光光束能通过1#和4#透光孔; (7)调整激光焦距,使得光斑位于2#透光板上,观察光斑是否在透光板中心孔位置; (8)如第7步满足要求,则表示1#、2#、4#三个透光孔同心;如不能满足,则需通过滚轮架 3 CN 111590230 A 说 明 书 2/3 页 来调整2#透光板所在侧厚壁筒体与中间薄壁筒体的焊缝,使得光束能通过1#、2#、4#透光 孔; (9)检查光束中心与3#透光板中心圆偏差情况,如基本同心,则调整光束,检查光束能 否通过3#透光孔,如不能通过,则通过滚轮架5来微调整3#透光板所在侧厚壁筒体与中间薄 壁筒体的焊缝,直至光束能通过3#透光孔; (9)在仅调整光束,经纬仪7光束方向不变时,检查光束能否依次通过1~4#透光孔,如能 全部通过则透光检测合格,如有偏差则继续微调焊缝间隙,最终保证全部通过; (10)焊接过程中加强透光监控,发现偏差,及时通过焊接方法和焊接位置的调整,通过 反变形达到精度要求; (11)焊接完成后再进行同心度整体检查,复测同心度是否满足要求。 1、利用机床对筒节及透光工装进行加工,确保筒节与透光工装中心一致,同心度 ≤0.1mm; 2、两端厚壁筒体与中间段同时组对,组对时采用刚性轨道做基础,用同规格滚轮架组 对; 3、利用经纬仪及1#-4#透光工装进行透光组对,调整激光经纬仪焦距和支架,最终保证 在仅调整焦距时,光源能顺利通过1#-4#透光板; 4、在固定状态下对环缝进行封底焊接,焊接过程中加强透光监控,发现偏差,及时通过 焊接方法和焊接位置的调整,达到同心要求。焊后再进行同心度整体检查,复测同心度是否 满足要求。 本发明的有益效果: 此类型的设备同心度是整个设备制造关键,如果同心度控制的越好,其运转过程中跳 动越小。此透光方法简单快捷,可以通过仪器来检测同心度,使得同心度数值量化,更具直 观性;可以有效地保证产品质量、降低制造成本;同时设备制造精度提高,设备运转更平稳, 可以有效地延长设备使用寿命。从我们制造的第一台设备几年来的运转情况分析,此种技 术非常可靠。 附图说明 图1是某回转设备尺寸精度要求示意图。 图2是激光底座示意图。 图3是透光板示意图。 图4是筒节及透光底座加工图。 图5是激光光束通过1#和2#孔示意图。 图6是激光光束通过3#和4#孔示意图。 图7是透光板示意图。











