
技术摘要:
本发明涉及齿形部件的制造方法、齿形部件以及齿形部件的加工装置。齿形部件包含:具有形成于内周面的内侧齿形部以及形成于外周面的外侧齿形部的筒状部;分别沿筒状部的轴向延伸并形成内侧齿形部的齿顶部以及外侧齿形部的齿底部的多个内侧周壁部;分别沿轴向延伸并形成 全部
背景技术:
以往,作为齿形部件公知有通过钢板的冲压加工而成型的多板离合器用外部部件 (例如参照专利文献1)。该多板离合器用外部部件包含端壁部、一端与该端壁部的外周端连 接并且另一端开放的圆筒部(筒状部)、分别以沿轴向延伸的方式在周向交替排列在圆筒部 的内周面的多条花键槽以及花键突起(内侧齿形部)、以及分别以与花键槽以及花键突起对 应的方式形成于圆筒部的外周面的外侧突起以及外侧槽(外侧齿形部)。另外,以往,作为通 过冲压加工而成型的齿形部件,公知有包含圆板状的底部、立起设置在该底部的外周的圆 筒部(筒状部)、包含分别以沿圆筒部的轴向延伸的方式形成于该圆筒部的内周面的多个内 周凸部以及多个内周凹部的内周凹凸部(内侧齿形部)的杯状部件(例如参照专利文献2)。 在该杯状部件中,在圆筒部的外周面的底部(基端部)侧且在与内周凸部对应的位置形成有 使外周面向径向内侧凹陷的多个外周凹部。而且,在圆筒部的外周面的开口端部侧形成有 在该外周面的整周上具有大致相同直径的平滑外周部。 专利文献1:日本特开2006-57687号公报 专利文献2:日本特开2013-53643号公报 在专利文献2记载的杯状部件中,在圆筒部的外周面的开口端部侧形成有壁厚未 减少的平滑外周部,所以与专利文献1记载的多板离合器用外部部件相比,能够进一步提高 圆筒部的开口端部侧的强度。然而,在专利文献2记载的杯状部件中,通过形成平滑外周部 而圆筒部的开口端部的厚度增加,所以在为了调整圆筒部的轴长而切削开口端部时,由于 断续切削的冲击以及摩擦,有可能使切削工具产生崩刀等。另外,在为了调整圆筒部的轴长 而通过塑性加工切断包含平滑外周部的开口端部时,为了切断该开口端部需要施加大的负 载。
技术实现要素:
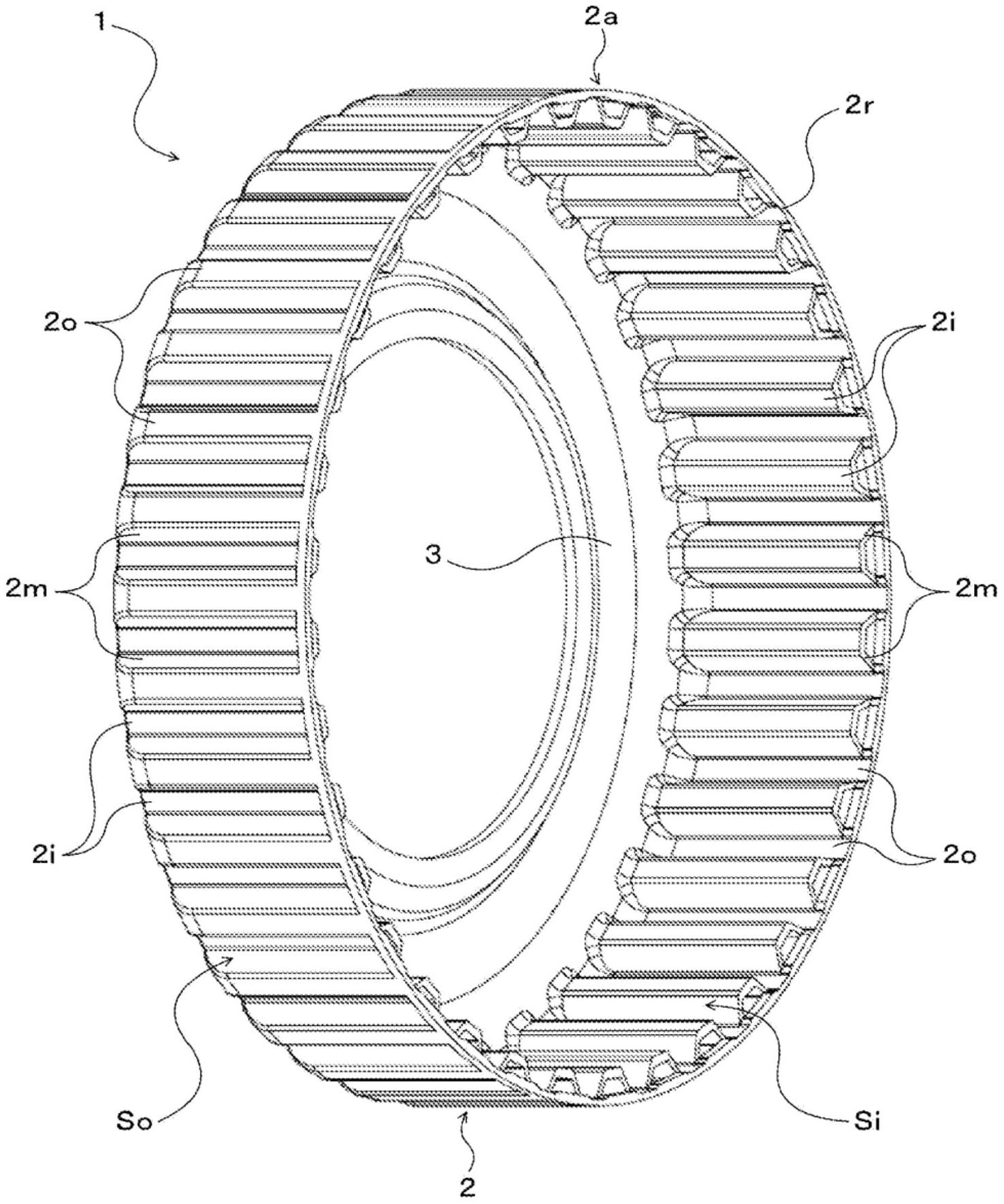
因此,本发明的主要目的是能够很好地确保包含筒状部、形成于该筒状部的内周 面的内侧齿形部以及形成于筒状部的外周面的外侧齿形部的齿形部件的刚性并且能够容 易地调整筒状部的轴长。 本发明的齿形部件的制造方法是包含筒状部、形成于上述筒状部的内周面的内侧 齿形部以及形成于上述筒状部的外周面的外侧齿形部的齿形部件的制造方法,在上述筒状 部形成分别沿上述筒状部的轴向延伸并形成上述内侧齿形部的齿顶部以及上述外侧齿形 部的齿底部的多个内侧周壁部、分别沿上述轴向延伸并形成上述内侧齿形部的齿底部以及 上述外侧齿形部的齿顶部的多个外侧周壁部、以及分别沿上述轴向延伸并连结对应的上述 内侧周壁部与上述外侧周壁部的多个齿面部,在上述筒状部的开口端对上述多个内侧周壁 5 CN 111601978 A 说 明 书 2/9 页 部以及上述多个齿面部边剪切边向径向外侧挤压而形成在比上述多个内侧周壁部靠径向 外侧呈环状延伸的环状肋。 上述方法在筒状部的开口端对多个内侧周壁部以及多个齿面部边剪切边向径向 外侧挤压而形成在比多个内侧周壁部靠径向外侧以环状延伸的环状肋。这样在筒状部的开 口端形成环状肋,从而能够提高齿形部件的刚性。另外,环状肋的厚度与内侧周壁部以及齿 面部的厚度大体相同。因此,能够容易地切断环状肋,所以能够容易地调整齿形部件的筒状 部的轴长。其结果是,能够很好地确保齿形部件的刚性并且能够容易地调整筒状部的轴长。 附图说明 图1是表示本发明的齿形部件的一个例子的立体图。 图2是表示本发明的齿形部件的主视图。 图3是表示本发明的齿形部件的主要部位放大图。 图4是表示本发明的齿形部件的放大立体图。 图5是表示本发明的齿形部件的加工装置的剖视图。 图6是表示本发明的齿形部件的加工装置的主要部位的俯视图。 图7是表示本发明的齿形部件的半成品的立体图。 图8是用于说明本发明的齿形部件的制造顺序的剖视图。 图9是用于说明本发明的齿形部件的制造顺序的俯视图。 图10是用于说明本发明的齿形部件的制造顺序的说明图。 图11是用于说明本发明的齿形部件的制造顺序的剖视图。 图12是用于说明本发明的齿形部件的制造顺序的俯视图。 图13是表示本发明的其它齿形部件的立体图。 图14是表示本发明的其它齿形部件的主视图。 图15是表示本发明的其它齿形部件的主要部位放大图。











