
技术摘要:
本发明提供一种低压铸造液面加压系统及方法和设备,包括进气支路、排气支路、热交换器、保温炉和控制单元;进气支路上依次设有进气电磁阀、电气比例阀和单向阀;排气支路上设有气动角座阀;热交换器的一端与保温炉连接,另一端分别与进气支路和排气支路连接;保温炉上 全部
背景技术:
低压铸造是处于重力铸造和压力铸造之间的一种铸造方式,由于使用的压力较 低,所以被称为低压铸造。低压铸造是在保温炉内的空气压力作用下,金属液由下而上充填 型腔形成铸件的一种方法。 低压铸造的工艺过程如下:向装有金属液的密闭保温炉中通入压缩空气,金属液 在空气压力作用下经过升液管上升,充填保温炉上方的型腔,充型完成后增大并保持空气 压力,使型腔内的金属液在压力的作用下结晶。铸件经过冷却凝固后,排出保温炉内的压缩 空气,待升液管中未凝固的金属液依靠重力回流至保温炉以后,打开模具取出铸件,至此一 个完整的低压铸造工艺完成。由于空气压力的作用,浇铸通道和补缩通道合二为一,保持了 铸型温度梯度与压力梯度的一致性,因此铸件品质较高。 现有的低压铸造液面加压系统,生产过程中保温炉内的压力状态依靠单个压力传 感器判断,当压力传感器失效时容易引发生产事故。另一方面,充型时常温的压缩空气直接 进入保温炉,对保温炉内金属液的温度产生影响,卸压时高温的压缩空气直接排放到大气 中,不仅浪费能量,而且影响车间环境。
技术实现要素:
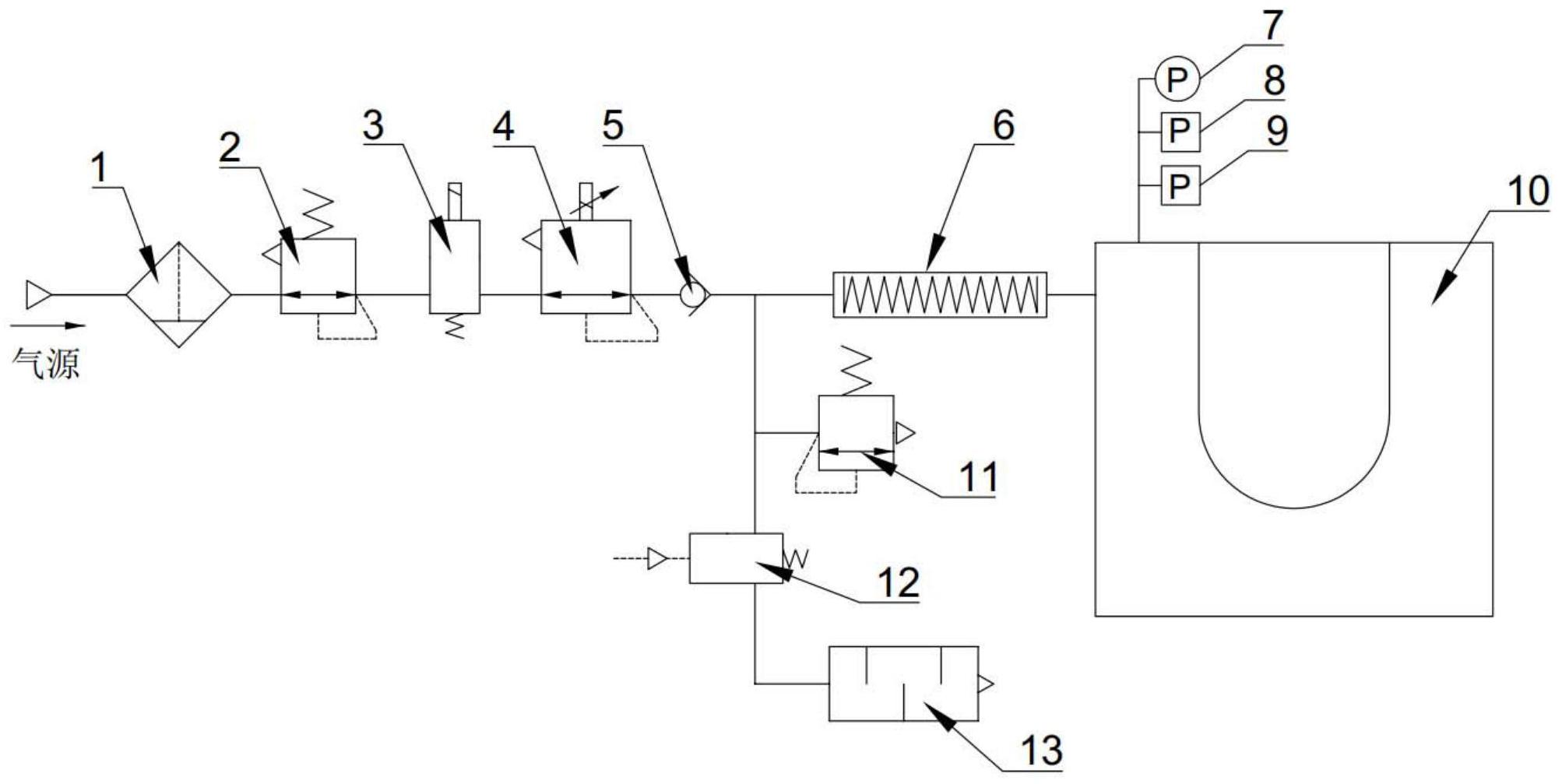
针对上述技术问题,本发明提供一种安全节能的低压铸造液面加压系统及方法和 设备,保证系统的安全运行,减少生产过程中能量消耗和对车间环境的影响。 本发明的技术方案是:一种低压铸造液面加压系统,包括进气支路、排气支路、热 交换器、保温炉和控制单元; 所述进气支路上依次设有进气电磁阀、电气比例阀和单向阀; 所述排气支路上设有气动角座阀; 所述热交换器的一端与保温炉连接,另一端分别与进气支路和排气支路连接; 所述保温炉上设有压力反馈支路,所述压力反馈支路上设有压力传感器、第一压 力继电器和第二压力继电器; 所述控制单元分别与进气电磁阀、电气比例阀、气动角座阀、压力传感器、第一压 力继电器和第二压力继电器连接。 上述方案中,所述热交换器的另一端通过三通阀与进气支路和排气支路连接。 上述方案中,所述排气支路上还设有消声器。 上述方案中,所述进气支路上还包括减压阀;所述减压阀位于进气电磁阀的前面。 上述方案中,所述进气支路上还包括空气过滤器;所述空气过滤器设置在进气支 路上的最前面。 3 CN 111570763 A 说 明 书 2/4 页 上述方案中,所述排气支路上还包括安全阀;所述安全阀位于气动角座阀前。 一种低压铸造设备,包括所述的低压铸造液面加压系统。 一种根据所述的低压铸造液面加压系统的控制方法,包括以下步骤: 进气:所述控制单元控制进气电磁阀打开,空气从所述进气支路进入,通过电气比 例阀调节空气流量大小,空气通过单向阀和热交换器进入保温炉; 排气:控制单元控制气动角座阀打开,所述保温炉内的压缩空气通过热交换器进 入排气支路通过气动角座阀排出; 压力状态的监测:所述压力传感器、第一压力继电器和第二压力继电器分别实时 检测保温炉内的压力值,并传送给控制单元,当所述压力传感器或者第一压力继电器所检 测的压力值高于预设值P1,控制单元关闭进气电磁阀并打开气动角座阀进行排气;当所述 压力传感器与第二压力继电器所检测的压力值均低于预设值P2,控制单元控制模具开模。 上述方案中,所述排气步骤中,排气支路还设有消声器,所述保温炉内的压缩空气 通过热交换器进入排气支路经过气动角座阀后通过消声器排出。 上述方案中,还包括安全泄气步骤:排气支路上还设有安全阀;所述安全阀在保温 炉压力超出预设值,且达到安全阀的开启压力时,安全阀打开,将保温炉内的部分气体排 出。 与现有技术相比,本发明的有益效果是:本发明解决了低压铸造过程中压力传感 器失效引起的安全隐患,减小充型过程对铝液温度的影响,提高铸件品质,减少能量消耗, 减少排气过程对车间环境的影响。 附图说明 图1是本发明一实施方式的系统原理图。 图中:1.空气过滤器;2.减压阀;3.进气电磁阀;4.电气比例阀;5.单向阀;6.热交 换器;7.压力传感器;8.第一压力继电器;9.第二压力继电器;10.保温炉;11.安全阀;12.气 动角座阀;13.消声器。











