
技术摘要:
本发明提出一种圆孔冲孔网外观质量检测方法。本发明主要分为四个步骤:首先对待检测的圆孔冲孔网图像预处理;然后,在待检测的圆孔冲孔网图像中虚拟地设置两条水平线与第一行圆孔相交,两条垂直线与第一列圆孔相交,并逐步调整和确定这四条线的最终位置;第三,利用先 全部
背景技术:
圆孔冲孔网是采用金属板材为原料,由冲压机械在金属板材上冲压若干个半径相 同、水平间距相等、垂直间距相等,分布有规律的圆孔而成的。圆孔冲孔网通常以镀锌钢板、 不锈钢板、铜板、铝板、镍板及合金板为原料,具有耐弯曲、抗老化、不易生锈、网面平整、光 滑、坚固耐用等优点。产品主要应用于化工机械、制药设备、食品饮料机械、烟卷机械、收割 机、干洗机、烫台、消音设备、制冷设备(中央空调)音箱、工艺品制作、造纸、液压配件、制药 设备、滤清设备等各行各业中。 由于圆孔冲孔网结构的复杂性及机械控制系统的精度限制,圆孔冲孔网不可避免 的出现各种缺陷。圆孔冲孔网的外观缺陷主要有圆孔冲孔网厚度分布不均匀,冲孔孔径、横 向孔距和纵向孔距等参数不标准,冲孔环边缘残缺等。该产品表面特征是其重要性能指标 的反映,这些可能的缺陷在后续使用中将导致严重的安全问题,因此,对其表面外观在线检 测具有重要的现实意义。 冲孔工艺是圆孔冲孔网制造过程中的主要工艺。冲孔孔径、横向孔距、纵向孔距是 关键技术指标。在冲压过程中,由于各种原因出现了盲孔距不均匀、连接孔等缺陷。这将对 产品的性能和质量产生很大的影响。目前,圆孔冲孔网的参数测量和缺陷检测严重依赖于 人工取样。这将对生产带来诸多负面影响和不便。首先,需要更多的劳动力,劳动强度大。其 次,检查每个产品是否有缺陷十分耗时,误检率与漏检率较高。近年来,随着机器视觉技术 的飞速发展,基于机器视觉的检测方法在表面缺陷检测领域得到了很好的发展和应用。在 圆参数检测中广泛采用Hough变换和最小二乘法获取图像中的每个圆(即冲孔)的半径、圆 心等信息,在此基础上,逐一计算冲孔之间的横向孔距和纵向孔距等参数,由于圆及圆上边 缘点很多,要对图像中所有圆分析,计算量大,耗时长,难以满足监测实时性的要求。而对于 采用定制模板,将待测图像与标准模板相减的方法,由于在机械冲压过程中难免会存在公 差允许范围内的偏差,实际上无法得到标准的模板,给该方法的实施带来了一定的困难。
技术实现要素:
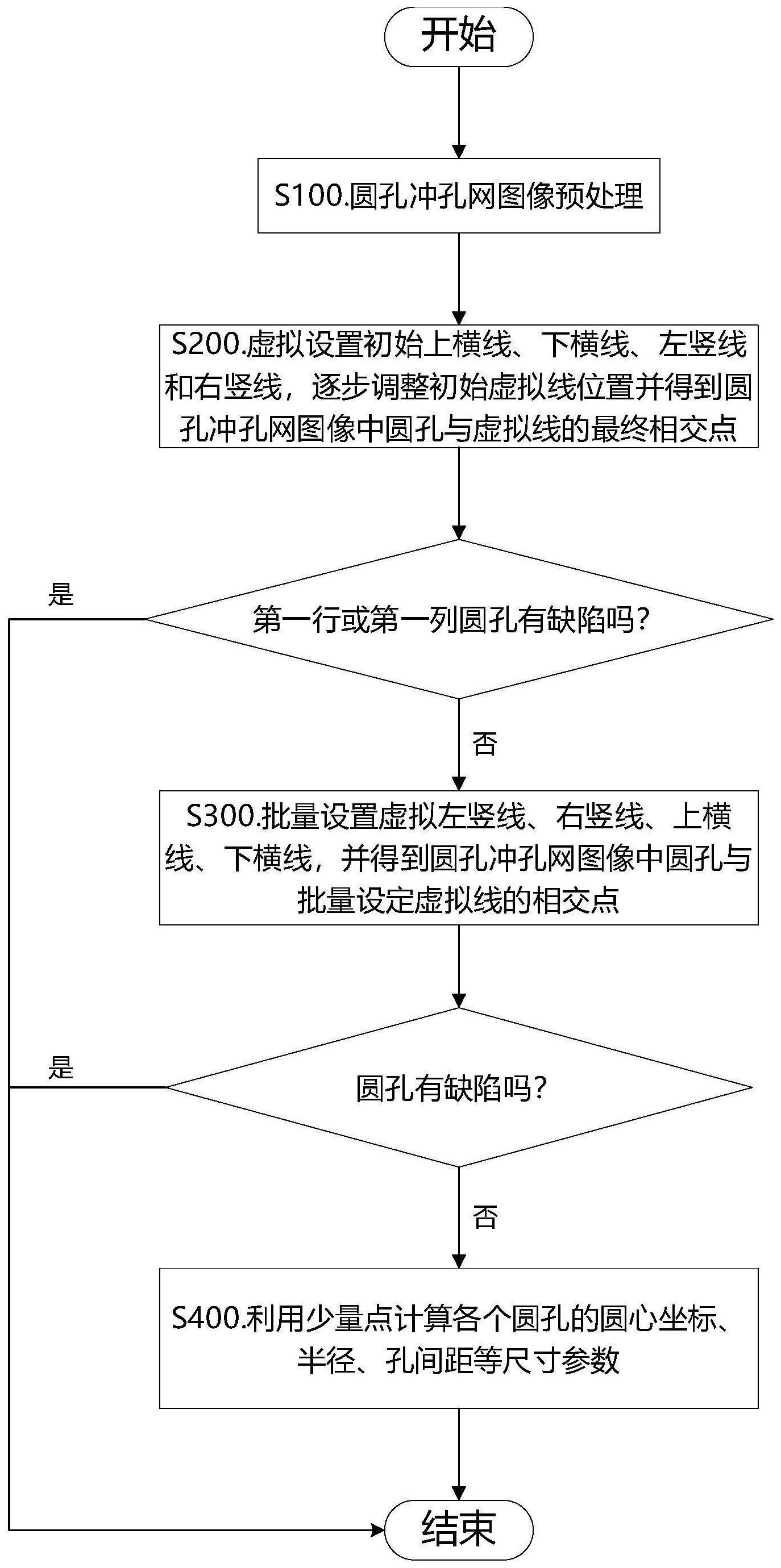
针对上述问题,本发明提出一种圆孔冲孔网外观缺陷自动检测方法,该方法利用 四根线(两条横线与两条竖线)得出每个圆上的八个边缘点,用少量的交点计算圆孔的圆心 坐标及其半径、孔间距等参数。该方法能代替人工抽检,实现高速、高精度的圆孔冲孔板质 量检测,使圆孔冲孔网满足外观合格标准。本发明通过高精度工业CCD相机获取圆孔冲孔网 区域图像,具体内容如下: S100.对大小为(m,n)的圆孔冲孔网图像预处理; S200.虚拟设置初始横线H11、H21与竖线Z11、Z21,逐步调整初始虚拟线位置并得到圆 6 CN 111551552 A 说 明 书 2/7 页 孔冲孔网图像中圆孔与虚拟线的最终相交点; S300.批量设置虚拟上横线H1p、下横线H2p、左竖线Z1q和右竖线Z2q,并得到圆孔冲孔 网图像中圆孔与批量设定虚拟线H1p、H2p、Z1q、Z2q的相交点,其中,p为圆孔冲孔网图像中第p 行圆,q为圆孔冲孔网图像中第q列圆,H1p表示第p行上横线,H2p表示第p行下横线,Z1q表示第 q列左竖线,Z2q表示第q列右竖线; S400.判断圆孔的外观缺陷,并利用少量交点计算各个圆孔的圆心坐标、半径、横 向孔距和纵向孔距等尺寸参数。本发明具有如下优点: 1、本发明通用性强,适用于各种类型的圆孔冲孔网的外观检测; 2、本发明不局限于对每个圆单独检测,而是利用圆孔上的少量点计算出各个圆孔 的半径及其圆心、圆孔与圆孔之间的间距等参数,即使机械加工存在允许范围内的公差,也 能适用,且速度快、精度高。 附图说明 图1是本发明的方法流程图; 图2是圆孔冲孔网孔距说明图; 图3是圆孔冲孔网横向孔距说明图; 图4是圆孔冲孔网纵向孔距说明图; 图5是圆孔冲孔网左边宽说明图; 图6是圆孔冲孔网右边宽说明图; 图7为初始横竖线定位图; 图8是虚拟横竖线与圆相交图; 图9是虚拟横竖线与圆相交的坐标图。











