
技术摘要:
本发明公开了一种船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢及其制备方法和应用。本发明泵阀材料通过热处理工艺控制,分别在高温两相区进行固溶处理后,再在低温进行一次时效和二次时效处理,保证铁素体‑奥氏体双相组织提高硬度到30‑40HRC,从而改善材料的切削加工 全部
背景技术:
不论是天然气、自来水、石油等传输都离不开管道的运输,尤其是在对管道连接处 泵阀的性能要求就越来越高。现今,在船舶泵阀材料应用多采用铜合金、奥氏体不锈钢、铸 铁等合金材料,这些材料不论是在成本上还是在使用环境上都有很大局限性。一方面,目前 市场上部分使用316L奥氏体不锈钢替代Cu合金,但由于316L奥氏体不锈钢的硬度小,加工 性能较差,在切削的过程中容易粘刀,从而使得在加工成本上的增加大大抵消了原材料成 本价格带来的优势,同时316L奥氏体不锈钢不耐海水腐蚀;另一方面,在海洋船舰泵阀的合 金材料上,市场上普遍没有考虑到泵阀长时间使用后,海洋微生物的黏附问题,因此在考虑 耐海水腐蚀的基础上,还应该要兼顾到海洋生物长时间的黏附可能产生的泵阀堵塞和微生 物腐蚀带来的使用寿命的减少的问题。鉴于目前市场上使用的船舶泵阀合金材料存在的不 足,目前市场上所用到泵阀铜合金用材所面临价格昂贵,316L不锈钢切削加工性差等问题, 发明一种全新的船舶泵阀合金材料,通过对合金成分的控制以及热处理工艺的设计,满足 对耐海水腐蚀、易切削、防海洋生物黏附等综合性能的要求,成为亟待解决的技术问题。
技术实现要素:
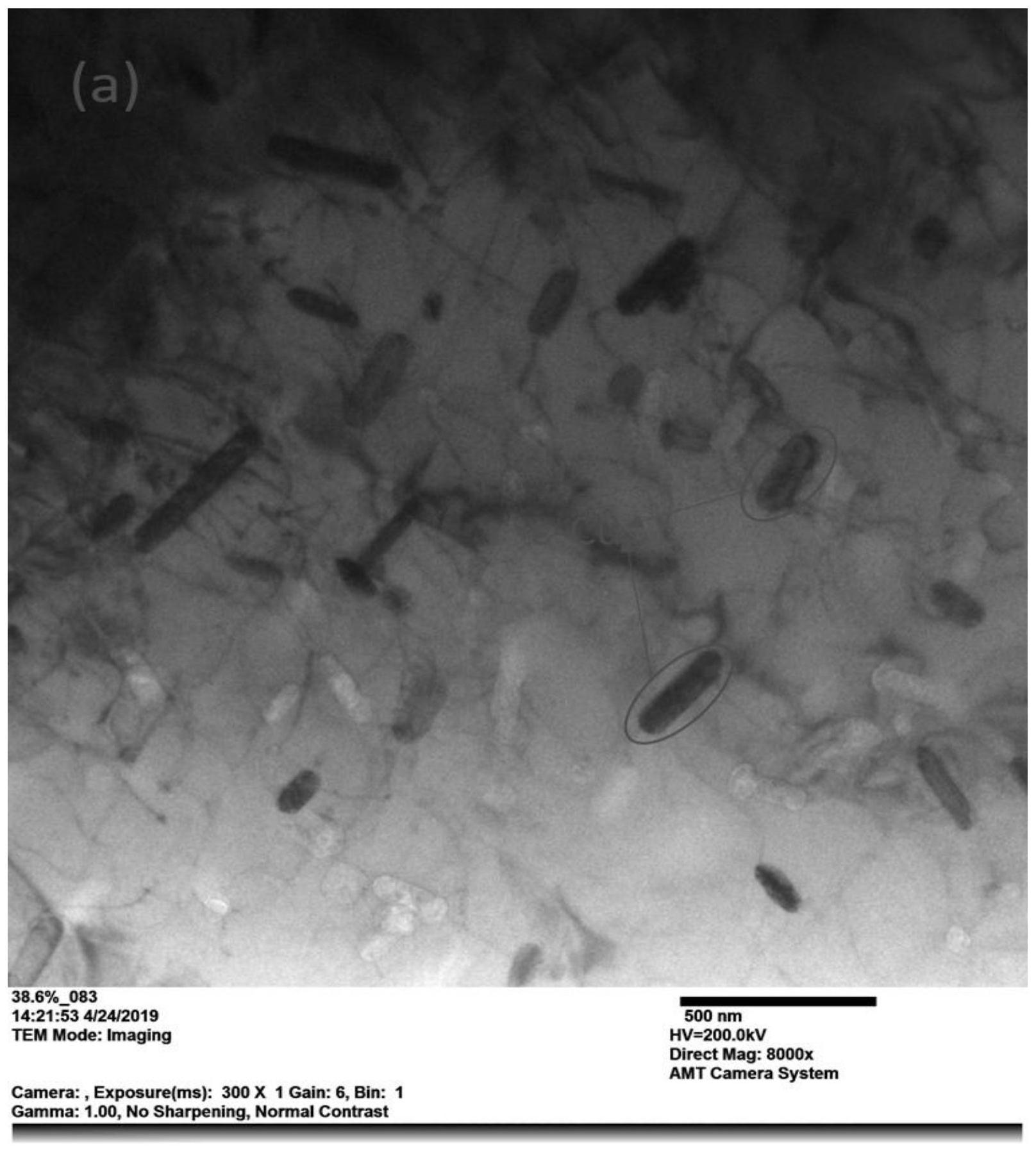
为了解决现有技术问题,本发明的目的在于克服已有技术存在的不足,提供一种 船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢及其制备方法和应用,本发明双相不锈钢 材料,能应用于船舶泵阀,耐海水腐蚀,易切削加工,同时通过添加一定量的铜元素,通过时 效处理使得富铜相的析出赋予材料一定的抗海洋微生物黏附的能力。 为达到上述发明创造目的,本发明采用如下技术方案: 一种船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢,其合金组分质量百分比 为:C≤0.03%,S≤0.03%,P≤0.04%,N≤0.20%,Cr:19.00~24.00%,Cu:2.0-4.00%, Ni:3.00~4.50%,Mo:0.3-1.0%,其余成分为铁及不可避免的其他杂质。 作为本发明优选的技术方案,船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢, 其组分质量百分比为:C:0.010~0.02%,S≤0.008%,P≤0.04%,N:0.002~0.15%,Cr: 19.50~22.60%,Cu:2.50~3.5%,Ni:3.00~3.50%,Mo:0.4-0.8%,其余部分为铁和不可 避免的杂质。 作为本发明进一步优选的技术方案,船舶泵阀用抗微生物黏附耐海水腐蚀双相不 锈钢,其组分质量百分比为:C:0.010~0.012%,S:0.005~0.006%,P≤0.04%,N:0.002~ 0.131%,Cr:19.54~19.57%,Cu:2.63~2.78%,Ni:3.18~3.24%,Mo:0.41-0.45%,其余 部分为铁和不可避免的杂质。 4 CN 111593269 A 说 明 书 2/8 页 作为本发明优选的技术方案,船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢中 合金元素Cu以ε-Cu相从材料基体中弥散析出,并均匀分布,ε-Cu相尺寸为80~150nm,材料 硬度值为30~40HRC。 一种本发明船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢的应用,采用所述船 舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢,制造耐海水腐蚀抗微生物黏附的船舶泵阀 铸件。 一种本发明船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢的制备方法,包括如 下步骤: a.原料准备: 按照如下质量百分比的原料配比称量原料: C≤0.03%,S≤0.03%,P≤0.04%,N:0.00~0.20%,Cr:19.00~24.00%,Cu: 2.00-4.00%,Ni:3.00~4.50%,Mo:0.30~1.00%,其余部分为铁,备用; b.熔铸加工铸件工艺过程: 将在所述步骤a中取用的原料经中频感应炉或电炉进行熔炼,然后经AOD冶炼、浇 铸、热处理、车削成型、焊接等一系列工艺,制成海洋船舶使用泵阀铸件; c.进行热处理强化的后处理工艺过程: 对在所述步骤b中制备的海洋船舶使用泵阀铸件,在高温两相区进行固溶处理,然 后在低温进行一次时效和二次时效处理,通过保温固溶处理过程,获得铁素体-奥氏体双相 组织的材料,同时在保温时效处理过程中,使材料中添加的合金元素Cu以ε-Cu相从基体中 析出,从而得到船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢。本发明通过处理获得铁 素体-奥氏体双相组织,改善硬度从而提高材料的切削加工性能;同时在保温时效的过程 中,使材料中添加的合金元素Cu以ε-Cu相从基体中析出,进一步改善了加工性能,同时获得 抗菌防微生物黏附的能力。 作为本发明优选的技术方案,在所述步骤a中,按照如下质量百分比称量原料:C: 0.010~0.02%,S≤0.008%,P≤0.04%,N:0.002~0.15%,Cr:19.50~22.60%,Cu:2.50 ~3.5%,Ni:3.00~3.50%,Mo:0.4-0.8%,其余部分为铁。 作为本发明优选的技术方案,在所述步骤c中,进行保温时效处理,一次时效保温 时间不超过2h,二次时效时间为2~8h,控制进行保温时效处理的温度为300-800℃。 作为本发明优选的技术方案,在所述步骤c中,在高温两相区进行固溶处理时,控 制温度为1000-1200℃,固溶处理时间为0.5-2h。一次时效温度和时间完全不同于二次时效 温度和时间,以确保材料硬度约在30~40HRC。对时效温度和保温时间的控制十分重要,过 高和过低的温度都不能保证良好的双相组织以及富铜相的析出,保温时间的长短更是直接 影响了其抗微生物黏附的性能和力学性能,温度和时间的相互配合,确保ε-Cu相析出尺寸 约在80~150nm。 本发明与现有技术相比较,具有如下显而易见的突出实质性特点和显著优点: 1 .本发明船舶泵阀用抗微生物黏附耐海水腐蚀双相不锈钢经过在高温两相区的 固溶处理后,再在低温进行一次时效和二次时效处理,确保材料硬度约在30.0-40.0HRC间, 控制材料的组织和硬度以改善材料切削性,同时使得添加的合金元素Cu以80~150nm的ε- Cu相从基体中弥散析出,起到抗微生物在表面黏附的作用; 5 CN 111593269 A 说 明 书 3/8 页 2 .本发明制备船舶泵阀铸件具有较高强度,具有良好的耐海水腐蚀和抗冲刷性 能,以及优良的冷加工性能,可以广泛应用于船舶泵阀以及其他海洋环境用材; 3.本发明抗微生物黏附耐海水腐蚀双相不锈钢相比于目前市场使用广泛的铜合 金和316L泵阀材料,在性能提升的前提下,同时降低了成本,易于推广使用。 附图说明 图1是本发明实施例一泵阀用抗微生物耐海水腐蚀双相不锈钢的富铜相(ε-Cu)析 出的电镜图片。 图2是本发明实施例一、实施例二泵阀用抗微生物耐海水腐蚀双相不锈钢和对比 例固溶态泵阀用双相不锈钢的抗海洋微生物黏附试验图片对比图。











