
技术摘要:
本发明涉及用于钢卷生产包装拆解领域,具体为一种用于机器人末端的拆剪钢卷打包带装置及其使用方法。一种用于机器人末端的拆剪钢卷打包带装置,包括剪切气缸(17)、安装套(18)、移动剪刀(19)和固定刀(20),其特征是:还包括连接法兰(1)、气缸安装板(2)、柱销(3)、球头(4 全部
背景技术:
现有的机器人拆剪捆带头部检测捆带采用超声波形式居多,存在定位不均的缺 点,对于0.5mm~1.0mm厚的捆带难以识别,且对于热轧钢卷表面的氧化皮容易产生误判,使 得机器人拆剪捆带成功率较低;现有的机器人拆剪捆带头部时对于是否剪断捆带判断是通 过执行机构位置传感器的到位信号判断,由于现有市面上的钢制捆带强度高,存在执行剪 断机构行程到位后,捆带未剪断,从而向机器人发出错判指令,导致机器人无法提升而报 警;现有的机器人拆剪捆带头部大多采用弹簧浮动方式。其浮动与锁定难以控制,拆剪捆带 执行机构采用液压缸驱动,需配备液压站;此外,现有的检测技术只能应用于在线生产的冷 轧钢卷,对于在线生产的热轧钢卷以及成品卷都难以应用。因此,现有的机器人拆剪钢卷打 包带的检测存在较大的故障风险。
技术实现要素:
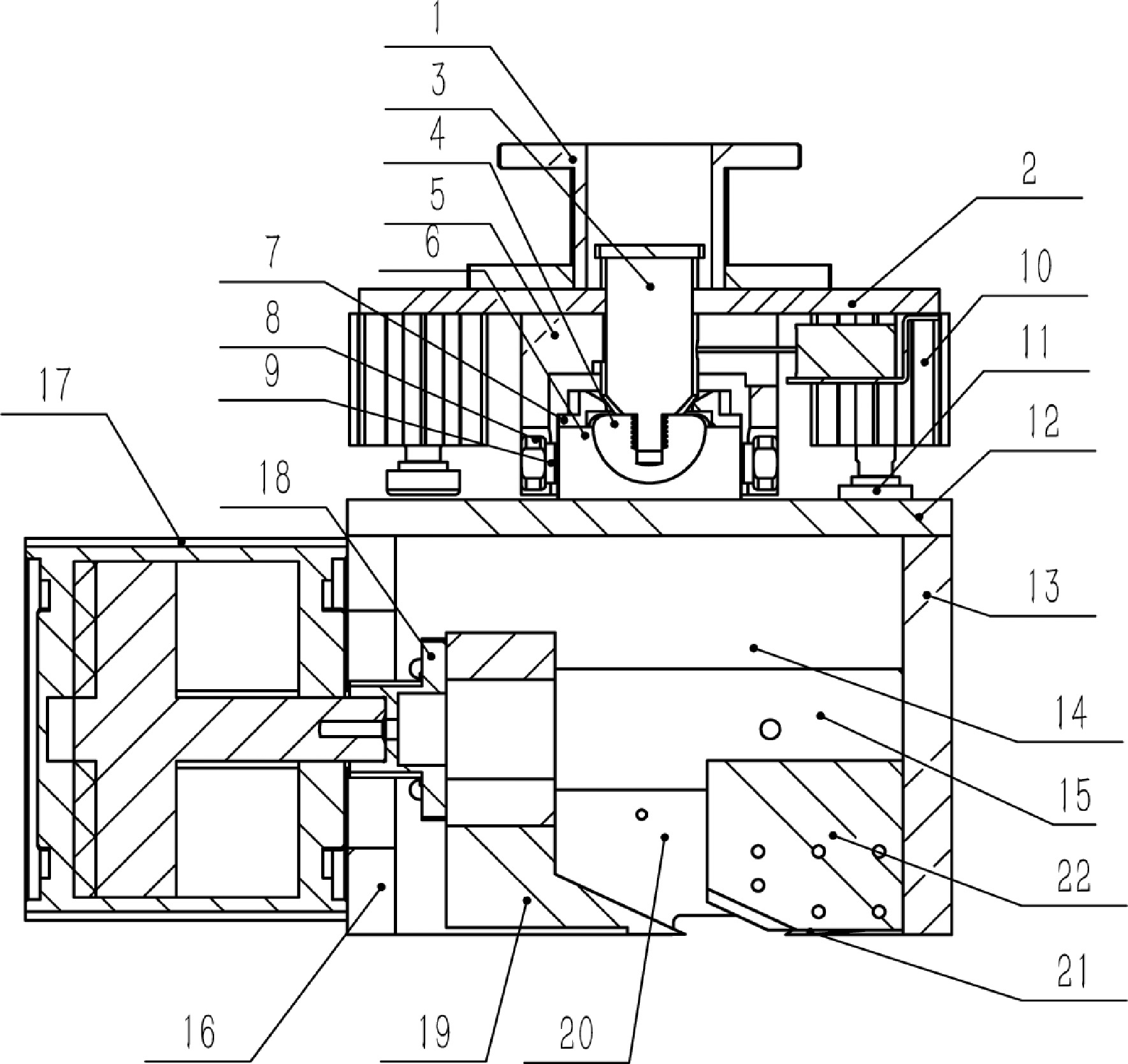
为了克服现有技术的缺陷,提供一种定位精确、适应性强、安全可靠的开卷设备, 本发明公开了一种用于机器人末端的拆剪钢卷打包带装置及其使用方法。 本发明通过如下技术方案达到发明目的: 一种用于机器人末端的拆剪钢卷打包带装置,包括剪切气缸、安装套、移动剪刀和固定 刀,剪切气缸活塞杆的移动端通过安装套连接移动剪刀的刀体,移动剪刀和固定刀这两者 的刃部互相正对,其特征是:还包括连接法兰、气缸安装板、柱销、球头、球头上支座、球头下 支座、压板、导向轮轴、导向轮、浮动气缸、上板、右侧板、侧板、左侧板、挡钩、夹紧块、色差传 感器、上激光发射器和下激光发射器, 左侧板和右侧板相对且平行设置,左侧板和右侧板位于同侧的侧边分别用一块侧板连 接,上板盖在左侧板、右侧板和两块侧板的顶边上,移动剪刀和固定刀这两者都设于由左侧 板、右侧板、侧板和上板构成的空间内,剪切气缸的活塞杆穿过左侧板后通过安装套连接移 动剪刀的刀体,固定刀的刀体固定在右侧板的内侧面上; 浮动气缸共有四个,四个浮动气缸的缸体分别固定在气缸安装板底面的四个角上,浮 动气缸活塞杆的移动端都抵住上板,气缸安装板的顶面和连接法兰的底端面连接,球头下 支座通过螺钉固定在上板上且设于两个浮动气缸之间,球头上支座底部的两侧都通过导向 轮轴可转动地设有导向轮,球头上支座通过导向轮抵住上板且罩于球头下支座上,当浮动 气缸上下浮动时通过球头上支座、导向轮轴和导向轮实现与球头和钢卷圆弧面贴合; 柱销的底部穿过球头上支座和球头的顶部螺纹连接,球头和球头下支座之间通过压板 连接,球头和柱销螺纹连接,导向轮轴和导向轮通过螺钉连接,球头上支座为导向轮提供导 向作用,给予允许的旋转偏移量; 4 CN 111605842 A 说 明 书 2/4 页 夹紧块固定在右侧板的内侧面上,挡钩固定在夹紧块的下部,移动剪刀通过滑轨左右 移动配合固定刀和挡钩完成剪切动作,移动剪刀和夹紧块配合完成对捆带的夹紧; 气缸安装板的一侧设有色差传感器,一块侧板的外侧面上依次设有上激光发射器和下 激光发射器,色差传感器用以判断捆带是否被剪断,上激光发射器用以对钢卷端面和带尾 实施定位,下激光发射器用以对捆带实施定位,感应开关用以判断浮动气缸的浮动值。 所述的用于机器人末端的拆剪钢卷打包带装置,其特征是:还包括垫板和滑轨,每 个浮动气缸活塞杆的移动端和上板之间都衬有垫板以增加浮动气缸和上板之间的接触面; 滑轨设于侧板的内侧面上,移动剪刀的侧面设于滑轨上且沿滑轨移动。 本发明使用时,连接法兰的顶端面固定在机器人的第六轴上,在机器人寻钢卷端 面、带尾以及捆带位置时比例阀给出0.5Mpa气压锁定,钢卷打好捆带后,由钢卷小车将钢卷 输送到拆捆带工位,随后按如下步骤实施: 1. 机器人带着拆捆头利用上激光发射器对钢卷端面进行定位,确定钢卷带宽; 2. 机器人带着拆捆头运动至钢卷中心,钢卷在托辊的驱动下旋转,利用上激光发射器 对钢卷带尾进行定位,并将位置信号发送至PLC驱动托辊将带尾压住,以防止捆带剪断后带 尾弹开造成事故; 3. 机器人带着拆捆头利用下激光发射器对钢卷表面的捆带扫描,确定捆带数量以及 捆带位置。无论是对于人工打捆带还是机器打捆带都能准确的识别0.5mm~1.2mm的捆带; 4. 机器人带着拆捆头运动至捆带位置时,浮动气缸打开,机器人下压浮动气缸至设定 位,感应开关触发,剪切气缸的活塞杆伸出推动移动剪刀剪断捆带并夹紧; 5. 捆带剪断后利用色差传感器根据捆带与钢卷表面的色差判断捆带是否确实被剪 断; 6. 确认捆带被剪断后,机器人头部将捆带提起搬运至捆带收集装置,剪切气缸的活塞 杆回锁打开松开捆带,整个拆捆过程结束。 本发明应用于机器人末端的拆剪钢卷打包带装置,安装于机器人第六轴末端,采 用气缸作为移动剪刀驱动源,剪切气缸推动移动剪刀铲剪捆带,利用固定刀对捆带进行钩 挡,移动剪刀将捆带剪断并夹紧;为贴合钢卷圆周表面采用气缸浮动机构实现移动剪刀贴 合捆带底部以及贴合钢卷表面圆弧,机构采用四个单向的浮动气缸,中间的球头用浮动的 柱销连接,在机器人寻捆带时浮动气缸顶升到位,无浮动状态,保证检测的准确性,在寻捆 带结束后,利用气动比例阀调节气压使浮动气缸开启,机器人带着头部向下压触发浮动设 定值,使剪切气缸完成剪切动作。对捆带进行剪断。 本发明可用于于机器人作业时对钢卷打包带进行精准定位和拆剪,可对各种厚度 的捆带实施精准定位,保证拆剪的准确性。 本发明具有如下有益效果: 1. 剪切机构采用气动驱动方式,容易实现; 2. 采用气缸浮动机构与球头柱销,实现剪刀与捆带之间更好的贴合; 3. 采用激光传感器对钢卷端面、带尾定位精准; 4. 利用激光传感器对捆带定位,满足不同规格捆带,范围可达0.5mm~1.2mm; 5. 利用色差传感器,配合激光传感器适应于热轧、冷轧、成品钢卷。 5 CN 111605842 A 说 明 书 3/4 页 附图说明 图1是本发明的主视图; 图2是图1中的A-A向视图。











