
技术摘要:
本发明涉及灯泡技术领域,公开了一种C7型号芯柱的导丝整形机,包括底板和安装在底板上的气缸,底板安装有动模安装座,底板安装有定模安装座,第一导柱贯穿动模安装座与定模安装座,第二导柱贯穿动模安装座与定模安装座,动模安装座可在第一导柱和第二导柱构成的轨道中 全部
背景技术:
C7型号的灯泡,常用于迷你冰箱灯和指示灯。灯泡主要由灯丝、玻璃壳体、灯头和 芯柱等组成,芯柱包括导丝,芯柱用于支撑导丝。C7型号灯泡的导丝包括长导丝和短导丝, 长导丝与短导丝之间连接灯丝,其中,生产技术要求灯丝是垂直设置,确保灯丝与芯柱成一 条直线,所述才需要将芯柱导丝整形成特定的形状,尤其是指长导丝的形状,这样才能确保 灯丝居中,符合发光角度要求。现申请人设计一种方便整形芯柱导丝的设备。
技术实现要素:
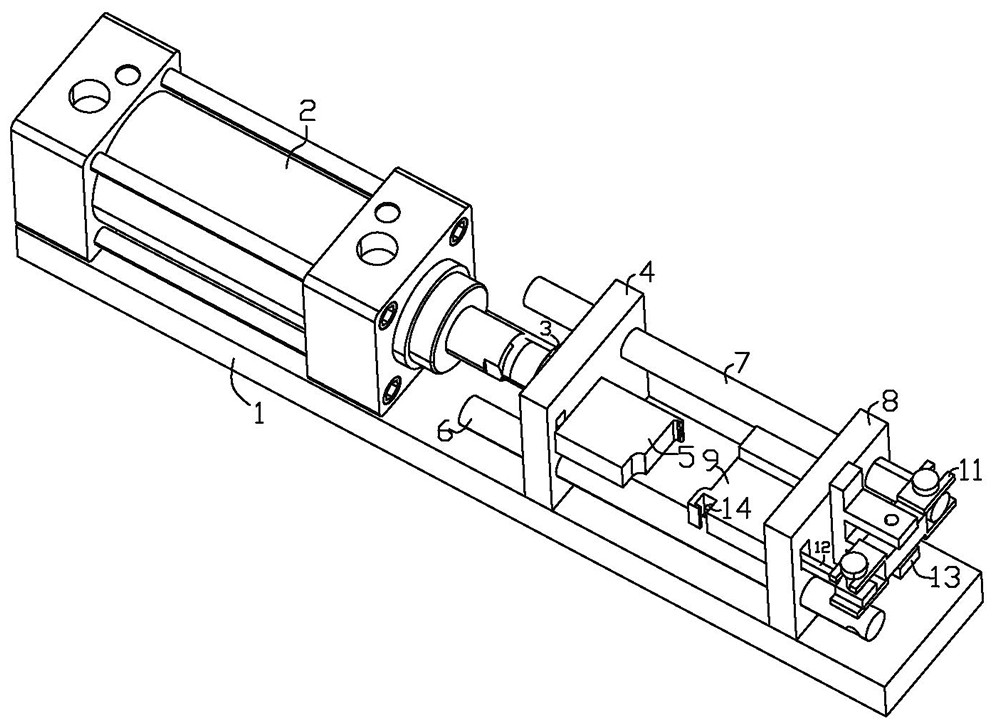
本发明的目的在于解决上述技术问题,采用的技术方案是: 一种C7型号芯柱的导丝整形机,包括底板和安装在底板上的气缸,所述底板一端安装 有动模安装座,底板另一端安装有定模安装座,所述气缸连接动模安装座,所述动模安装座 与定模安装座之间连接有导柱;所述动模安装座的内侧连接有动模;所述定模安装座的内 侧连接有第一定模和第二定模,所述定模安装座的右端设有联动装置;所述动模的右侧端 面自上而下设有凸沿、第一平面和第二平面,所述凸沿与第一平面之间具有第一圆弧面,所 述第一平面与第二平面之间具有第二圆弧面;所述第一定模的左侧端面自上而下设有第三 平面、第三圆弧面和第四平面;所述联动装置包括活动安装在第二导柱末端的连接座,所述 连接座一端活动设有第二动模,所述第二动模伸入所述第一定模内,所述第一定模在左下 角设有一缺口,所述第二动模的前端位于所述缺口内。 制作与C7产品形状匹配的模具;模具分两个部分,一部分为第一定模,另一部分为 第一动模;将芯柱镍丝放置在第一定模位置,利用气缸将第一动模推到与第一定模紧密配 合,实现芯柱导丝的整形。C7芯柱导丝整形是为了确保灯丝居中,发光角度要求,整成特殊 形状,确保灯丝与芯柱成一条直线,360°发光,发光均匀。 进一步,所述第一定模和第一动模的位置相向。 进一步,所述第一平面的长度与第三平面的长度相等,第二圆弧面的弧长与第三 圆弧面的弧长相等,第二平面的长度与第四平面的长度相等。 确保第一定模左侧端面和第一动模右侧端面贴合。第一定模左侧端面和第一动模 右侧端面的形状一致,挤压产生导丝的形状与第一定模左侧端面一致。保证长导丝整形的 形状要求。 作为优选,所述第一定模和第二定模之间具有间隙。 作为优选,所示凸沿和第一圆弧面位于间隙内。移动的凸沿和第二定模配合切断 长导丝,且将长导丝最前端整形成向内侧弯曲。 进一步,所述导柱包括对角设置的第一导柱和第二导柱,所述第一导柱位于第一 动模安装座的左下角,所述第二导柱位于第一动模安装座的右上角。定模安装座的移动,第 3 CN 111604437 A 说 明 书 2/3 页 一导柱和第二导柱随之移动。由于导柱末端联动装置的存在,第二动模会与导柱形成相反 的运动,因此,第一导柱和第二导柱不能设置成位于同一条水平线上。 更进一步描述,所述第一动模安装座可在第一导柱和第二导柱构成的轨道中从一 端移动至另一端。 作为优选,所述摆动件中间位置连接有一连接件,所述摆动件在所述连接件上可 转动,所述连接件固定在定模安装座上。 与现有技术相比,本发明具有以下有益效果:制作适用于C7芯柱的导丝产品形状 匹配的模具,方便快捷地将导丝整形成特定的形状。 附图说明 图1是本发明整形机的结构示意图。 图2是第一动模的结构示意图 图3是第一定模的结构示意图。 图4是本发明整形机的部分结构示意图。 图5是本发明整形机的俯视图。 图6是芯柱导丝前后的形状变化。 图中:底板1、气缸2、气缸连接盘3、动模安装座4、第一动模5、第一导柱6、第一导柱 7、定模安装座8、第一定模9、第二定模90、摆动件11、第二动模12、连接件13、缺口14、凸沿 15、第一平面16、第二平面17、第一圆弧面18、第二圆弧面19、第三平面20、第三圆弧面21、第 四平面22、切断部23、长导线24、短导线25。











