
技术摘要:
本发明公开了一种对小线段连续轨迹进行刀具半径补偿的实现方法,所述方法在CNC系统检测到小线段偏置轨迹干涉后,扫描干涉前的小线段组成的偏置曲线,得到该曲线在X轴的取值区间和在Y轴上的取值区间,以及扫描干涉后的小线段组成的偏置曲线,得到其在X,Y轴上的取值区间 全部
背景技术:
现有的第三方数控系统在处理刀补干涉问题时,是通过预读4-5段程序段,生成干 扰回避向量的方式进行偏置轨迹修正。其最多能处理4-5段线段的干涉问题。但是在实际小 线段加工中,干涉的线段段数远远大于5段,从而系统会触发干涉报警,无法正常加工。
技术实现要素:
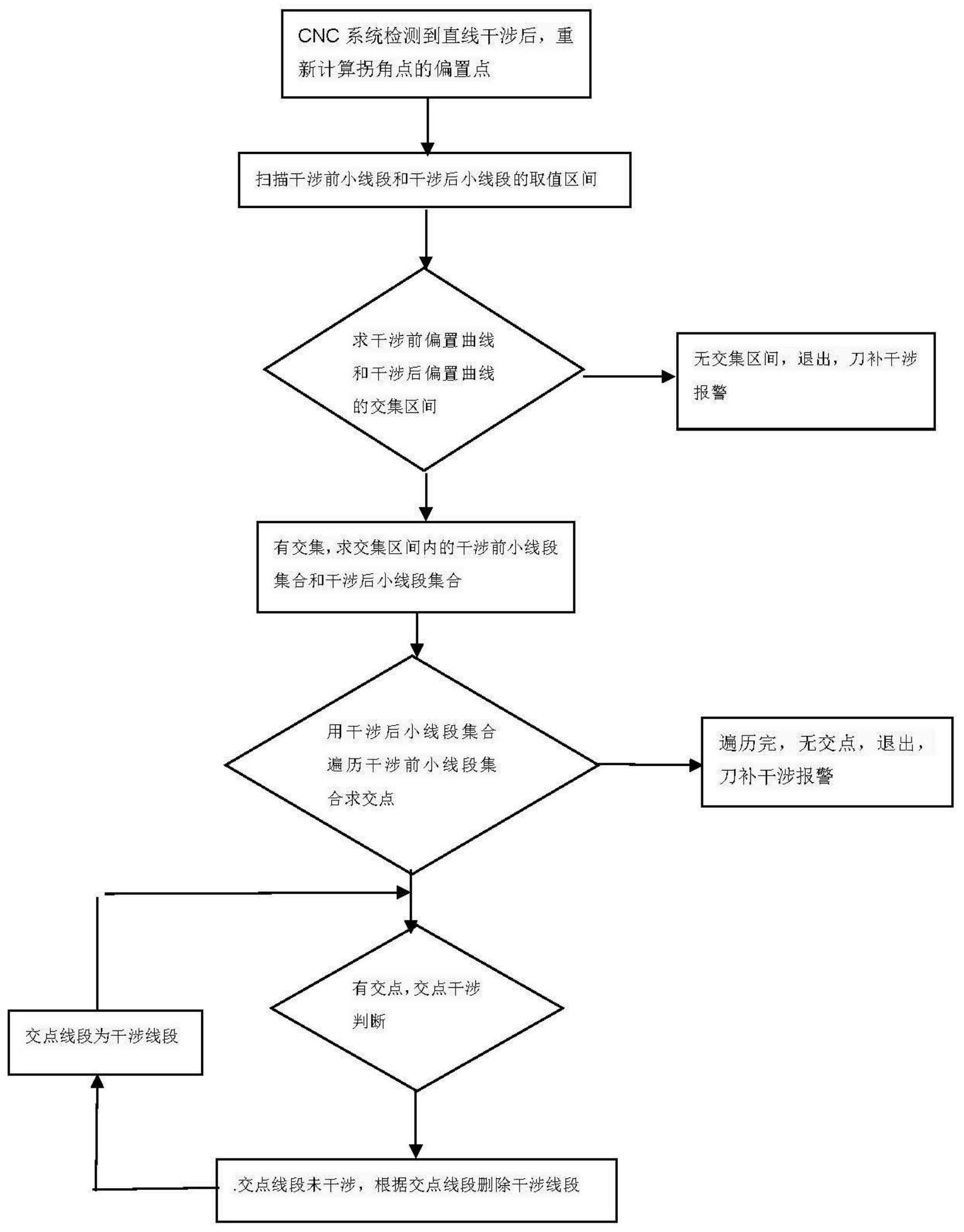
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种对小线段连续轨 迹进行刀具半径补偿的实现方法。 为了实现上述目的,本发明采用了如下技术方案:1.一种对小线段连续轨迹进行 刀具半径补偿的实现方法,所述方法包括如下步骤: 步骤S1:CNC系统检测到小线段干涉时,将干涉前后的坐标点存进缓冲区; 步骤S2:对引起干涉的拐角点的偏置点重新计算,计算出相对于拐角点的前一点 的偏置点一和相对于拐角点的后一点的偏置点二;引起干涉的夹角的顶点,称之为拐角点, 为了确保有自交点,CNC系统需要对重新计算干涉的拐角点的偏置点重新计算得到偏置点 一和偏置点二。 步骤S3:将拐角点的偏置点一作为干涉前偏置曲线的终点,拐角点的偏置点二作 为干涉后偏置曲线的起点,然后遍历扫描缓冲区中干涉前的小线段和干涉后的小线段,得 到各小线段的取值区间以及干涉前、干涉后偏置曲线的取值区间;其中干涉前的小线段是 指对偏置曲线干涉检测时,以CNC系统检测到的第一个干涉的点为分界线,该干涉点以前的 小线段;干涉后的小线段是指对偏置曲线干涉检测时,以CNC系统检测到的第一个干涉的点 为分界线,该干涉点以后的小线段。 步骤S4:对干涉前偏置曲线和干涉后偏置曲线的取值区间进行交集判断,有交集 则可能有交点,然后求交集区间,如下图所示。无交集则没有交点,CNC系统发出刀补干涉报 警; 步骤S5:找出取值区间与交集区间有交集的干涉前小线段,存进集合一,找出取值 区间与交集区间有交集的干涉后小线段,存进集合二; 步骤S6:用集合二的小线段遍历集合一的小线段,计算出不干涉的交点线段的交 点; 步骤S7:将交点线段的干涉前小线段的终点复制为交点一,交点线段的干涉后小 线段的起点复制为交点二,然后将交点一到交点二之间的干涉点全部删除,得到正确的刀 补轨迹; 优选地,步骤S2中的拐角点是指引起干涉的夹角的顶点,偏置点重新计算的方法 3 CN 111580456 A 说 明 书 2/3 页 为:先用拐角点的前一点和拐角点组成的单位向量,求其法向量,然后拐角点沿法向量偏置 刀具半径。 优选地,步骤S6中计算出不干涉的交点线段的交点的方法为: a .如果干涉前小线段与干涉后小线段有交点,则对交点线段(交点所在的干涉前 小线段和干涉后小线段称为交点线段)进行干涉判断,若交点线段干涉,则继续遍历。若交 点线段不干涉,退出遍历; b.如果遍历完仍无交点,则CNC系统发出刀补干涉报警。 优选地,干涉前小线段与干涉后小线段的交点求解通过解方程组求解。 本发明具有如下有益效果: 本发明采用计算量较小的方法对小线段偏置轨迹的进行解析,找出局部自交点 后,根据交点删去干涉路径,从而实现小线段轨迹的刀具半径补偿加工。本发明可以省去偏 置加工图的转换操作,使得加工更加简单快捷。 附图说明 图1为本发明方法的流程图; 图2为本发明拐角点的偏置点计算示意图; 图3为本发明偏置曲线取值区间的示意图; 图4为本发明取值区间的交集部分示意; 图5为本发明干涉点删除前的示意图; 图6为本发明干涉点删除后的示意图; 图7为本发明实施例加工图; 图8为本发明实施例局部自交干涉图; 图9为本发明实施例算法处理后的效果图; 图10为本发明实施例整体效果图。











