
技术摘要:
本发明涉及半导体生产工艺技术领域,具体地说是涉及半导体致冷件焊接方法和焊接模具;一种半导体致冷件焊接方法,瓷板在有左右方向挤压力的情况下进行焊接;一种半导体致冷件焊接模具,它包括模具本体,所述的模具本体中间具有中空的结构,所述的模具本体上面左侧具有 全部
背景技术:
所述的半导体致冷件简称致冷件,它包括两块瓷板和焊接在两个瓷板之间的多个 半导体晶粒,所述的致冷件是用基于帕尔帖原理致成的,即利用当两种不同的N型半导体和 P型半导体组成的电路且通有直流电时,在其中一个半导体处会释放出热量(热侧),而另一 个半导体处则吸收热量(冷侧),改变电流方向时,放热和吸热的接头也随之改变;且帕尔帖 效应所引起的这种现象是可逆的,即当两个半导体有温差时,它可以产生电势(能够产生电 流);半导体致冷件可以广泛应用在致冷、致热、温差发电等方面。 生产致冷件时,晶粒排列在瓷板上,形成上下两块瓷板、两块瓷板中间夹设有晶 粒,在致冷件焊接机上对其进行焊接,形成致冷件。 现有技术中,对其进行焊接时,瓷板在其平面上是处于自然状态下焊接的,焊接后 瓷板和晶粒之间脱焊的较多,后期维修率高,不经久耐用,或者存在着焊接不牢固的现象, 影响了产品质量和优质品率。
技术实现要素:
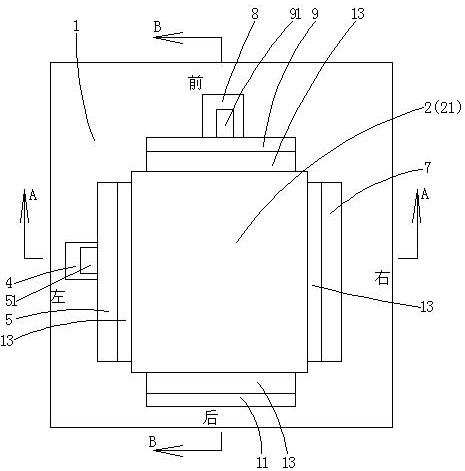
本发明的目的就是针对上述缺点,提供一种可以提高产品质量、提高优质品率、经 久耐用的半导体致冷件焊接方法和焊接模具。 本发明半导体致冷件焊接方法的技术方案是这样实现的:一种半导体致冷件焊接 方法,将半导体晶粒排列并夹设在上下两块瓷板上,所述的瓷板在有左右方向挤压力的情 况下进行焊接,所述的左右方向挤压力是和瓷板平面平行的。 进一步地讲,所述的瓷板还在有前后方向挤压力的情况下进行焊接,所述的左右 方向挤压力是和瓷板平面平行的。 进一步地讲,受到挤压力的瓷板包括上面的瓷板和下面的瓷板。 本发明半导体致冷件焊接模具的技术方案是这样实现的:一种半导体致冷件焊接 模具,其特征是:它包括模具本体,所述的模具本体上面具有放置瓷板的工位,所述的模具 本体中间具有中空的结构,所述的模具本体上面左侧具有达到中空结构的左缝隙,所述的 模具本体上面左侧具有可以向工位移动的左加力挡板,所述左加力挡板具有左下伸件并伸 入到左缝隙中,还有左弹簧在中空的结构连接着左下伸件拉动左加力挡板向右移动,所述 的工位右侧具有右档条,所述的右档条是抵着半导体致冷件右面的部件。 进一步地讲,所述的模具本体上面前侧具有前缝隙,所述的模具本体上面前侧具 有可以向工位移动的前加力挡板,所述前加力挡板具有前下伸件并伸入到前缝隙中,还有 前弹簧在中空的结构连接着前下伸件拉动前加力挡板向后移动,所述的工位后侧具有后档 条,所述的后档条是抵着半导体致冷件后面的部件。 3 CN 111592374 A 说 明 书 2/3 页 进一步地讲,所述的模具本体上还有安装电热管的部位并安装电热管。 进一步地讲,所述的左加力挡板和/或右档条前面还有一层橡胶层。 进一步地讲,所述的前加力挡板和/或后档条前面还有一层橡胶层。 进一步地讲,所述的左弹簧和/或前弹簧中间还有长度的调节杆。 本发明的有益效果是:这样的半导体致冷件焊接方法和焊接模具具有减少焊接后 的致冷件减少后期脱焊、可以提高产品质量、提高成品率、延长适用寿命的优点。 附图说明 图1是本发明的俯视结构示意图。 图2是图1中的A—A方向的剖面图(使用状态)。 图3是图1中的B—B方向的剖面图(使用状态)。 其中:1、模具本体 2、致冷件 21、瓷板 3、中空的结构 4、左缝隙 5、左加力挡板 51、左下伸件 6、左弹簧 7、右档条 8、前缝隙 9、前加力挡板 91、前下伸件 10、前弹簧 11、 后档条 12、电热管 13、橡胶层 14调节杆。











