
技术摘要:
一种避震管,属于避震管技术领域;包括不锈钢网套和波纹管,所述波纹管放置在不锈钢网套的内部,所述波纹管的外壁与不锈钢网套的内壁相互贴合,其特征在于:所述不锈钢网套的两端插接有紫铜管,所述不锈钢网套两侧与紫铜管连接处的表面套接有套管,所述套管和不锈钢网 全部
背景技术:
关于避震管,其主要用于冰柜、家用或者汽车空调以及冷冻干燥机内部的压缩机 与循环管路之间,随着空调变频技术的提升,压缩机可以高频率和超高频率运转,避震管用 于吸收由压缩机产生的震动,保护整个管路系统,同时又可以对管道起到保护的效果。 由于避震管在使用时通常需要对其进行弯折,当弯折时其内部的波纹管会对两侧 抵触的紫铜管施加较大的压力,同时压力会一直向着两侧施加,会对紫铜管的连接造成影 响。
技术实现要素:
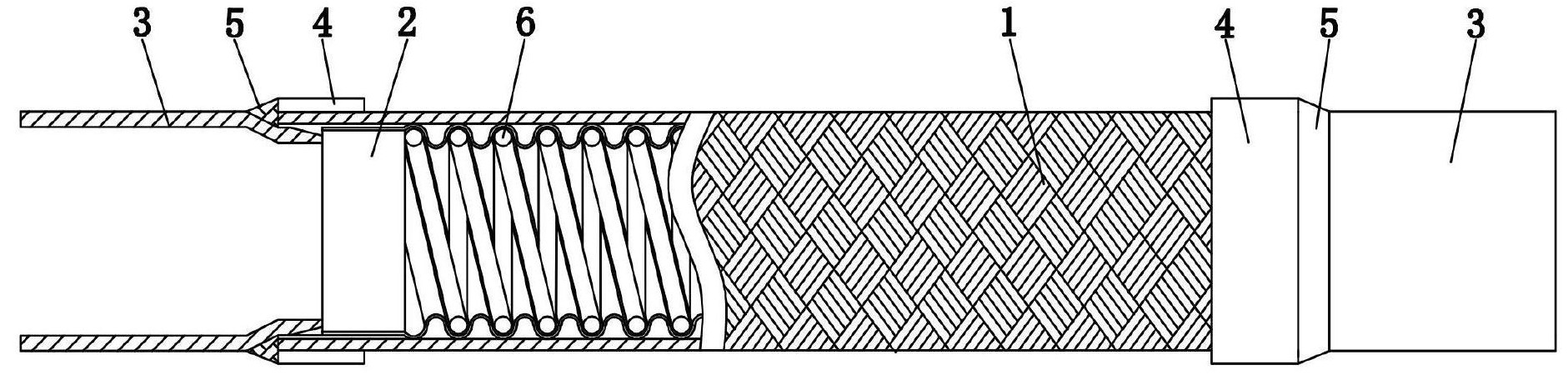
本发明专利主要是解决上述现有技术所存在的技术问题,提供一种避震管。 本发明专利的上述技术问题主要是通过下述技术方案得以解决的:一种避震管, 包括不锈钢网套和波纹管,所述波纹管放置在不锈钢网套的内部,所述波纹管的外壁与不 锈钢网套的内壁相互贴合,其特征在于:所述不锈钢网套的两端插接有紫铜管,所述不锈钢 网套两侧与紫铜管连接处的表面套接有套管,所述套管和不锈钢网套之间相互焊接,所述 波纹管的内壁设置有弹簧,所述弹簧置于波纹管内壁的凸起中。 作为优选,所述紫铜管包括大头部、小头部和转折部,所述转折部位于大头部和小 头部的连接处,所述大头部的外圆直径与不锈钢网套的外圆直径相等,所述小头部插接在 不锈钢网套的内部并与波纹管的一端相互搭接,所述转折部的表面通过火焰焊与套管相互 焊接在一起形成焊接部。 作为优选,所述小头部的表面开设有插接剖口,所述插接剖口与波纹管的一端相 互搭接,所述插接剖口与不锈钢网套之间形成30度的夹角。 作为优选,所述波纹管包括波纹部和光管部,所述光管部位于波纹部的两端,所述 光管部和波纹部的外表面均与不锈钢网套的内壁相互搭接。 作为优选,该生产方法包括以下步骤: 步骤一:清洗零部件,通过清洗设备对波纹管、不锈钢网套和紫铜管零件进行清 洗,避免其表面残留废屑对手造成伤害,同时清洗其内壁处,保持内壁的清洁; 步骤二:装配不锈钢网套与套管,把不锈钢网套与套管相互装配,通过压合紧配把 两者连着压制在一起,从而对不锈钢钢网套的两端起到收拢效果; 步骤三:装配波纹管与不锈钢网套,弹簧放置与波纹管的凹槽处,紧接着压合不锈 钢网套的外部,使得其内壁与波纹管紧配在一起,从而对两者起到收拢; 步骤四:切割多余编织网,当压制完成后,管道两端会残留大量多余的凸条,从而 需要通过剪切设备对其进行切割; 步骤五:去毛刺定尺,其切割后两端会残留毛刺,通过打磨设备对其进行打磨; 3 CN 111550617 A 说 明 书 2/3 页 步骤六:扣压与焊接,把紫铜管与管套通过火焰焊相互固定在一起,使得两者之间 相互焊接; 步骤七:试漏,在2mp表压下对装配好的避震管两端进行全检无泄漏,在18mpa表压 下无明显变形、破损,才算检测合格; 步骤八:抛光与外部检验,最后对焊接处进行抛光处理。 本发明专利具有的有益效果: 1、在紫铜管小头部的表面开设有插接剖口,此时剖口的外壁与波纹管的内壁相互 搭接,从而当波纹管内受到挤压弯曲时,此时其两端的光管部会插接进插接剖口与不锈钢 网套之间的空隙中,从而减缓紫铜管受到的压力。 2、紫铜管与套管之间通过火焰焊进行焊接,使得两者之间连接的稳定效果更好, 避免出现掉落的现象。 附图说明 图1是本发明的一种局部剖视结构示意图; 图2是本发明紫铜管的一种剖视结构示意图; 图3是本发明套管的一种局部剖视示意图; 图4是本发明波纹管的一种结构示意图; 图5是图1中局部放大的一种结构示意图。 图中:1、不锈钢网套;2、波纹管;21、波纹部;22、光管部;3、紫铜管;31、大头部;32、 转折部;33、小头部;34、插接剖口;4、套管;5、焊接部;6、弹簧。











