
技术摘要:
本发明属于接线端子加工技术领域,具体涉及一种接线端子冲压成型设备及冲压方法,包括机架、工作台、径向冲压装置、轴向冲压装置;工作台上表面设有料材限位槽,料材限位槽一端为开口且另一端为封闭;径向冲压装置包括位于料材限位槽上方的冲压板和第一驱动装置;轴向 全部
背景技术:
接线端子就是用于实现电气连接的一种配件产品,工业上划分为连接器的范畴。 现有的一种接线端子如图1所示,包括第一导电部1’和第二导电部2’,其中第一导电部1’为 圆管状,其上具有安装孔,用于固定导线,第二导电部2’上呈扁平片状,其上设有通孔,可以 通过紧固件固定到电力设备上。现有技术制备这种接线端子通常是采用铜材、铝材、铜合 金、铜铝合金冲压形成。其中第一导电部1’和第二导电部2’为分步进行冲压,在后一步骤冲 压过程中容易使前一步骤成型的结构变形。
技术实现要素:
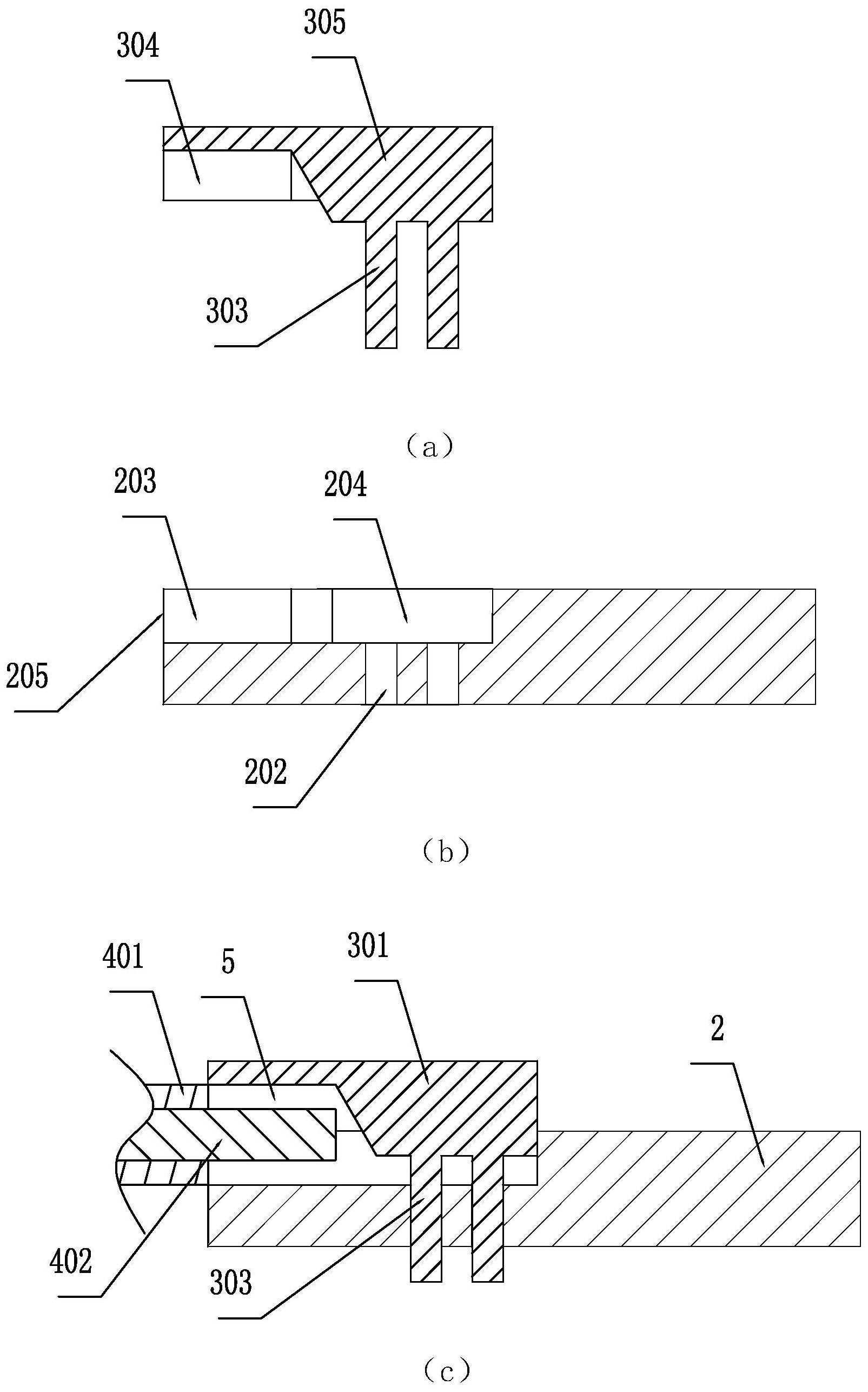
本发明的目的是为了克服现有技术存在的缺点和不足,而提供一种接线端子冲压 成型设备及冲压方法。 本发明所采取的技术方案如下:一种接线端子冲压成型设备,包括机架、工作台、 径向冲压装置、轴向冲压装置; 所述工作台上表面设有料材限位槽,所述料材限位槽一端为开口且另一端为封闭; 所述径向冲压装置包括位于料材限位槽上方的冲压板和固定在机架上的第一驱动装 置,所述第一驱动装置连接冲压板且驱动冲压板接近工作台或远离工作台; 所述轴向冲压装置包括位于料材限位槽设有开口的一侧的空心的顶杆、设置在所述顶 杆内的相对顶杆可滑移的顶针、固定在机架上的第二驱动装置,所述第二驱动装置连接顶 针且驱动顶针相对顶杆轴向滑移,所述顶杆对准料材限位槽的开口; 所述第一驱动装置驱动冲压板使其移动到工作台上且所述第二驱动装置驱动顶针使 顶针端部位于冲压板与工作台之间位置时,所述冲压板、工作台、顶杆、顶针形成冲压模腔, 所述冲压模腔具有由冲压板、工作台、顶杆、顶针形成的管状模腔部分和由冲压板、工作台 形成的扁平片状模腔部分。 所述冲压板下端设有冲孔柱,所述工作台对应冲孔柱设有出料孔,当第一驱动装 置驱动冲压板使其移动到工作台上时,所述冲孔柱的下端部位于出料孔内或穿过出料孔位 于出料孔下方,且所述冲孔柱位于扁平片状模腔部分。 所述料材限位槽中设有第一半圆形开槽和方形槽,所述冲压板下方设有第二半圆 形开槽和方形压块;当第一驱动装置驱动冲压板使其移动到工作台上时,所述第一半圆形 开槽与第二半圆形开槽相合形成圆形空腔,所述方形压块位于方形槽内且方形压块的底部 与方形槽的底部相隔一定距离形成扁平片状空腔。 所述顶杆连接有第四驱动装置,所述第四驱动装置固定在机架上,所述第四驱动 装置驱动所述顶杆沿轴向位移。 4 CN 111585143 A 说 明 书 2/6 页 机架设有进料装置和切料装置,所述进料装置用于向工作台上输送料材,所述切 料装置用于将进料装置输送的料材切断为单位长度的接线端子料材,所述单位长度的接线 端子料材的体积与冲压模腔的体积相适配。 所述切料装置包括垂直于工作台台面的裁切刀具和固定在机架上的第三驱动装 置,所述裁切刀具位于工作台设有开口的一侧,所述第三驱动装置驱动裁切刀具在工作台 的垂直方向上下位移。 所述顶杆连接有第四驱动装置,所述第四驱动装置固定在机架上,所述第四驱动 装置驱动所述顶杆沿轴向位移具有端部位于开口处的第一位置以及所述顶杆与工作台设 有开口的边缘之间形成可供裁切刀具通过的间距的第二位置;所述裁切刀具上设有供顶杆 从第二位置移动到第一位置的通槽。 一种通过上述的接线端子冲压成型设备的接线端子冲压方法,包括以下步骤: ①将体积与冲压模腔的体积相适配的接线端子料材放于料材限位槽中,使顶杆顶住接 线端子料材一端; ②第一驱动装置驱动冲压板移动到工作台上; ③第二驱动装置驱动顶针使顶针端部位于冲压板与工作台之间的位置; 其中,步骤①先于步骤②和步骤③; 其中,步骤③为与步骤②中冲压板接触到接线端子料材后的过程同时进行或步骤②结 束后进行。 一种通过上述的接线端子冲压成型设备的接线端子冲压方法,包括以下步骤: ①将体积与冲压模腔的体积相适配的接线端子料材放于料材限位槽中; ②第一驱动装置驱动冲压板移动到工作台上; ③第二驱动装置驱动顶针使顶针端部位于冲压板与工作台之间的位置; ④第四驱动装置驱动顶杆使顶杆的端部始终顶住接线端子料材一端; 其中,步骤①先于步骤②和步骤③; 其中,步骤③为与步骤②中冲压板接触到接线端子料材后的过程同时进行或步骤②结 束后进行; 其中,步骤③为伴随步骤②和步骤③的进行过程同时进行。 一种通过上述的接线端子冲压成型设备的接线端子冲压方法,包括以下步骤: ①将体积与冲压模腔的体积相适配的接线端子管材放于料材限位槽中,使顶杆顶住接 线端子料材一端,其中,接线端子管材的内径大于或等于顶针外径; ②第二驱动装置驱动顶针使顶针端部伸入接线端子管材内; ③第一驱动装置驱动冲压板移动到工作台上; 其中,步骤①、步骤②和步骤③依次进行。 本发明的有益效果如下:本发明使径向冲压装置、轴向冲压装置、工作台之间形成 一个冲压模腔,料材在一个冲压模腔内同时形成圆管状的接线端和扁平片状的固定端,不 需要分开两个冲压模腔分别进行冲压,冲压成型的接线端子形状一致,次品率低。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 5 CN 111585143 A 说 明 书 3/6 页 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,根据 这些附图获得其他的附图仍属于本发明的范畴。 图1为常见的一种接线端子的结构示意图; 图2为实施例1的立体结构示意图; 图3中,(a)为冲压板的结构示意图;(b)为工作台的结构图;(c)为冲压板与工作台配合 的结构示意图; 图4为本发明实施例2为初始状态的结构示意图; 图5为本发明实施例2进料并切料后的示意图; 图6为本发明实施例2接线端子料材放于料材限位槽中后的示意图; 图7为本发明实施例2接线端子料材在料材限位槽中被冲压成型的示意图; 图8为本发明实施例2中切料装置的结构示意图; 图中,1’,第一导电部;2’,第二导电部; 1,机架;2,工作台;201,料材限位槽;202,出料孔;203,第一半圆形开槽;204,方形槽; 205,开口;3,径向冲压装置;301,冲压板;302,第一驱动装置;303,冲孔柱;304,第二半圆形 开槽;305,方形压块;4,轴向冲压装置;401,顶杆;402,顶针;403,第二驱动装置;404,第四 驱动装置;5,冲压模腔;601,裁切刀具;602,第三驱动装置;7,料材。











