
技术摘要:
本发明涉及一种侧壁绝缘的喷射电解加工工具阴极,所述工具阴极内具有拉瓦尔喷管状的电解液通道,所述工具阴极的外周表面具有绝缘层;所述电解液通道从电解液入口至电解液出口依次由稳定段、渐缩段、喉部、渐扩段组成所述拉瓦尔喷管状的电解液通道;所述稳定段为电解液 全部
背景技术:
电解加工是利用电化学阳极溶解在电解液中对金属材料进行蚀除,并实现工件加 工成型的一种加工方法。在加工过程中,工具阴极与工件阳极始终无直接接触状态,工具阴 极上发生的电化学反应只涉及析氧反应而无材料溶解,加工时不存在表面内应力,因此工 件加工变形小,工具无损耗;工件材料以离子状态烛除,整个过程为冷态加工,因此成型工 件表面质量好,无冷作硬化层、无加工纹路;加工材料广泛,成型周期短,对从各种孔类到复 杂的三维型面、型腔等复杂形状、难加工材料亦可高速加工。尽管电解加工具有很多优点, 但同样也存在些许不足,电解加工过程受多种物理因素影响,影响加工质量的工艺参数较 多,要获得某种加工零件成熟的电解加工工艺参数需要进行多组工艺试验,这些准备实验 不仅占用了大量的工作时间而且消耗的工艺原料也无法估计,是一种资源的浪费,这将导 致电解加工的准备周期较长;另外加工精度和加工稳定性不高等都大大限制了电解加工的 进一步发展。因此电解加工中工具阴极形状的设计以及实验装置的开发等都需要投入大量 的时间,这些因素都不利于电解加工应用的推广。 电解加工系统如图1所示,包括61-电源、62-进给装置、63-Z轴、1-工具阴极、4-电 解液入口、7-工件阳极(也就是待加工工件)、8-工作槽、9-电解液流出管。但为了能实现尺 寸、形状加工,还必须具备下列特定工艺条件: (1)工件阳极和工具阴极(大多为成型工具阴极)间保持很小的间隙(称作加工间 隙),一般在0.1-1mm范围内; (2)电解液从加工间隙中不断高速(6-30m/s)流过,以保证带走工件阳极上的溶解 产物和电解电流通过电解液时所产生的热量,并去极化; (3)工件阳极和工具阴极分别和直流电源(一般为10-24V)连接,在上述两项工艺 条件下,两极加工间隙的电流密度可高达10-100A/cm2数量级; (4)工件阳极上与工具阴极的凸起部位对应处比其他部位溶解更快,随着工具阴 极不断缓慢地向工件阳极进给,工件不断地按工具的端部型面溶解,电解产物不断被高速 流动的电解液带走,最终工具的形成状就“复制”在工件上。 电解加工工具阴极的设计,还存在如下问题亟待解决:(1)电解加工一般使用的是 棒状标准阴极,电解液一般采用内喷为主、外喷为辅的方式,即在切入、切出工件时内喷和 外喷同时进行,此时流场容易保证。而工具阴极切入工件阳极后,工件阳极和工具阴极之间 的间隙很小,外喷失去作用,则主要依靠内喷。内喷时,加工间隙中电解液的压力和流速不 均匀,则会造成工件表面质量、加工效率和精度难以保证。(2)杂散腐蚀电场的抑制:加工过 程中无法完全将电场约束在期望加工区域,在工件阳极上距离工具阴极较远的区域尽管电 流密度较低、电场相对微弱,但仍可能受杂散电场影响发生蚀除,造成工具阴极的杂散腐 3 CN 111570942 A 说 明 书 2/4 页 烛,在加工三维结构时会引起侧面间隙扩张,最终导致工具阴极产生锥状侧壁。
技术实现要素:
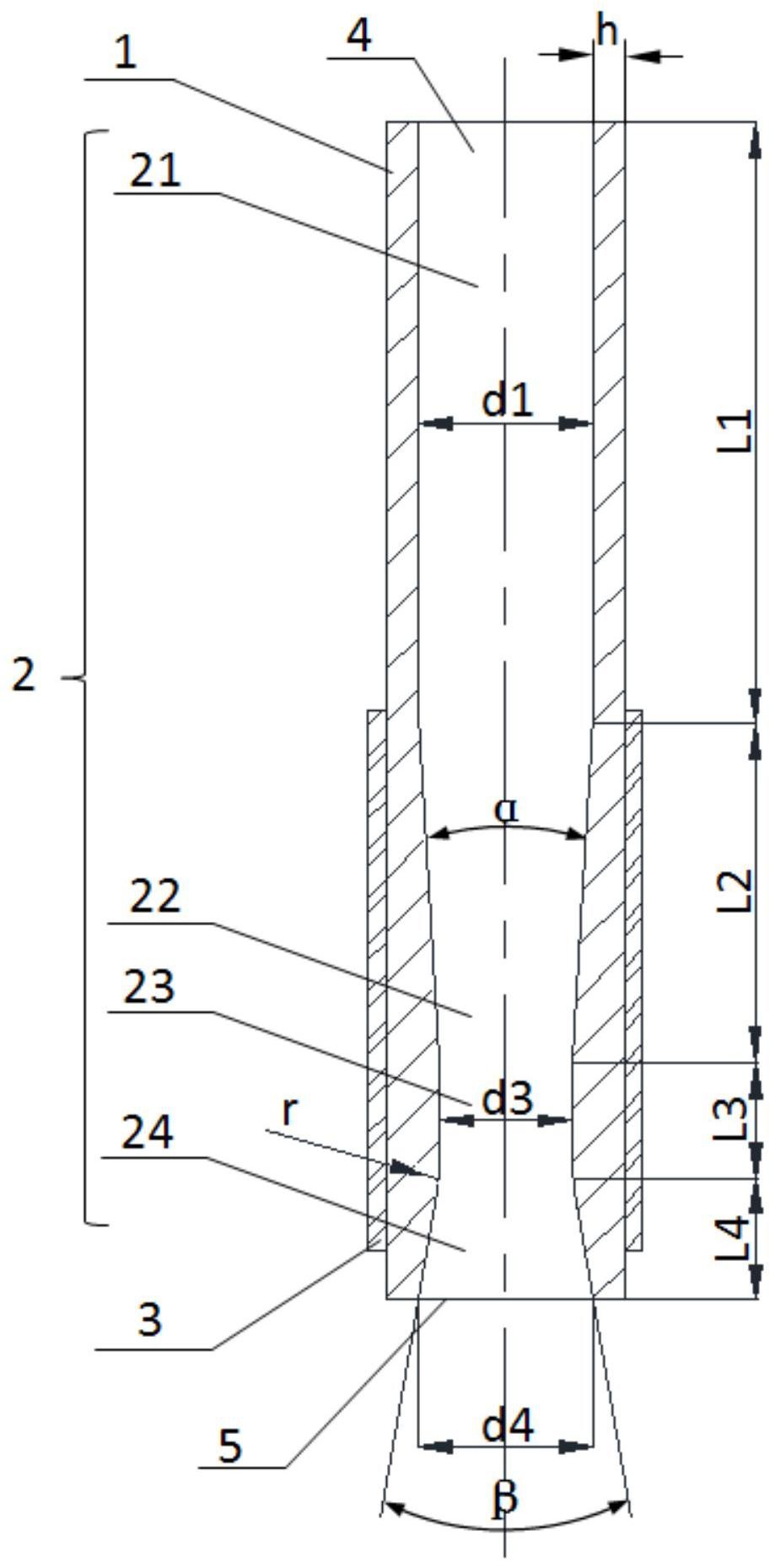
为了解决内喷时加工间隙中电解液流速不均匀而导致的加工工件质量难以保证, 以及电解过程中的杂散腐蚀的技术问题,而提供一种侧壁绝缘的电解加工工具阴极。本发 明的工具阴极解决了其内部常规电解液通道导致的流场不规则分布、呈层流状态而造成工 件表面质量、加工效率和精度难以保证的技术问题,还实现了工具阴极侧壁绝缘即电解液 通过外周表面的绝缘,避免了杂散腐蚀。 为了达到以上目的,本发明通过以下技术方案实现: 一种侧壁绝缘的喷射电解加工工具阴极,所述工具阴极内具有拉瓦尔喷管状的电 解液通道,所述工具阴极的外周表面具有绝缘层。 进一步地,所述电解液通道从电解液入口至电解液出口依次包括稳定段、渐缩段、 喉部、渐扩段;所述电解液入口为所述稳定段的一端,所述渐扩段的尾部为所述电解液出 口。 更进一步地,所述稳定段的长度为60mm,所述稳定段的内径为10mm、壁厚为1mm~ 1.5mm。 更进一步地,所述渐缩段的长度为40mm,所述渐缩段的锥顶角α的角度为5°。 更进一步地,所述渐扩段的长度为10mm~11mm,所述渐扩段的出口内径为7mm~ 8mm,所述渐扩段的锥顶角β的角度为8°~10°。 更进一步地,所述喉部的长度为9mm~10mm,所述喉部的内径为4mm~5mm。 再进一步地,所述喉部与所述渐扩段的连接处为曲线结构。 优选地,所述喉部与所述渐扩段的连接处的曲率半径为1mm~3mm。 进一步地,所述绝缘层为纳米氧化铝绝缘层。 进一步地,所述绝缘层的制备方法为:将所述工具阴极预热至400℃,采用低温等 离子喷涂法在所述工具阴极的外周表面制备绝缘层,所述绝缘层制备于所述工具阴极的下 部外周表面,所述低温等离子喷涂法的载流气体为氩气和氢气,所述氩气流速50L/min~ 100L/min,所述氢气流速5L/min~10L/min,喷涂时间为5s~30s,喷涂距离为30mm~40mm。 常规喷射电解加工的工具阴极电解液通道的截面为直线型,电解液从电解液通道 入口处进入后呈湍流状态,流场不规则分布、流速不均匀,这就会造成电解加工后的工件表 面质量、加工效率和精度难以保证。而本发明设计电解液通道为拉瓦尔喷管状,由于液体状 的电解液通常比气体的压缩性低,而用于气体的拉瓦尔喷管其实际上起到气体流速增大器 的作用,但是本发明中由于液态的电解液其可压缩下较气体小很多,设计拉瓦尔喷管状电 解液通道使得其电解液入口处的稳定段内径与电解液出口处的内径相等,则能够实现电解 液在电解液通道内部均匀流动的效果,具体设计是其稳定段的截面为直线型,稳定段的长 度需要有足够的长度才能保证电解液来流均匀,稳定段的内径和喉部的内径密切相关,稳 定段内径与喉部内径的比值越大,稳定段电解液流速越均匀;其渐缩段和渐扩段两者的锥 顶角角度若太大或太小,会导致电解液流速不均匀;其喉部是过渡区,喉部的大小和渐扩段 的出口内径是关键,不合适的喉部尺寸将影响过渡区电解液的流态,影响渐扩段的电解液 出口处电解液流态,合适的渐扩段出口内径会使电解液既不膨胀,也不压缩,而是平行均匀 4 CN 111570942 A 说 明 书 3/4 页 射流。 有益技术效果:在喷射电解加工时,工具阴极内部呈湍流状态,本发明采用拉法尔 喷管状电解液通道的工具阴极,解决了由于工具阴极内部电解液通道导致的电解液流场不 规则分布、流速不均匀的问题,使其中的电解液在经过拉法尔喷管状电解液通道时呈层流 状态,使电解液液体轨迹没有明显的不规则脉动,而呈现流速均匀;采用本发明的工具阴极 来加工高温合金时,由于电流密度高达2000A/cm2,使得加工区域的精度更高和表面质量更 好;另外,由于在工件阴极进给过程中,工具阴极其侧壁表面与工件之间存在电场,未绝缘 化处理的工具阴极其侧壁与工件阳极构成电解池,发生电解反应,工具阴极其侧壁表面对 应的金属不断溶解,从而导致杂散腐蚀,电解加工小孔的内壁呈现喇叭形状,导致孔的精度 下降,而本发明采用低温等离子喷涂法实现工具阴极侧壁绝缘,绝缘后,工具阴极和工件阳 极之间不存在电厂,也就避免了发生电解反应而造成的杂散腐蚀,提高了加工孔的精度。 附图说明 图1为电解加工系统示意图,其中61-电源、62-进给装置、63-Z轴、1-工具阴极、4- 电解液入口、7-工件、8-工作槽、9-电解液流出管。 图2为本发明实施例1侧壁绝缘的工具阴极其截面结构示意图,其中1-工具阴极、 2-电解液通道、3-绝缘层、4-电解液入口、5-电解液出口、21-稳定段、22-渐缩段、23-喉部、 24-渐扩段。











