
技术摘要:
本发明提供了一种不锈钢管的定位模具,属于机械技术领域。它解决了现有技术存在着稳定性差的问题。本不锈钢管的定位模具包括机架,还包括定位板、预紧机构和缓冲机构,上述定位板连接在机架下部处且缓冲机构位于定位板与机架之间,上述预紧机构连接在机架上部处且预紧 全部
背景技术:
呈长片状的原料经挤压成型后,得到圆筒状态的钢管毛坯,此时,在钢管毛坯的侧 部处具有一道连接缝。 后续工序中需要对连接缝进行焊接,最终得到贯穿的不锈钢钢管。 在焊接作业过程中,需要对钢管定位。现有的定位模具通常采用类似于车床卡盘 的结构,虽然这样能对钢管稳定的定位。但是,采用卡盘定位使得不锈钢管装卸比较繁琐, 不锈钢管装卸费事费力,而且,由于不锈钢管一端定位,在焊接过程中容易导致不锈钢管没 有得到定位的另一端下垂,焊接过程中钢管可能会摆动,影响焊接稳定性。
技术实现要素:
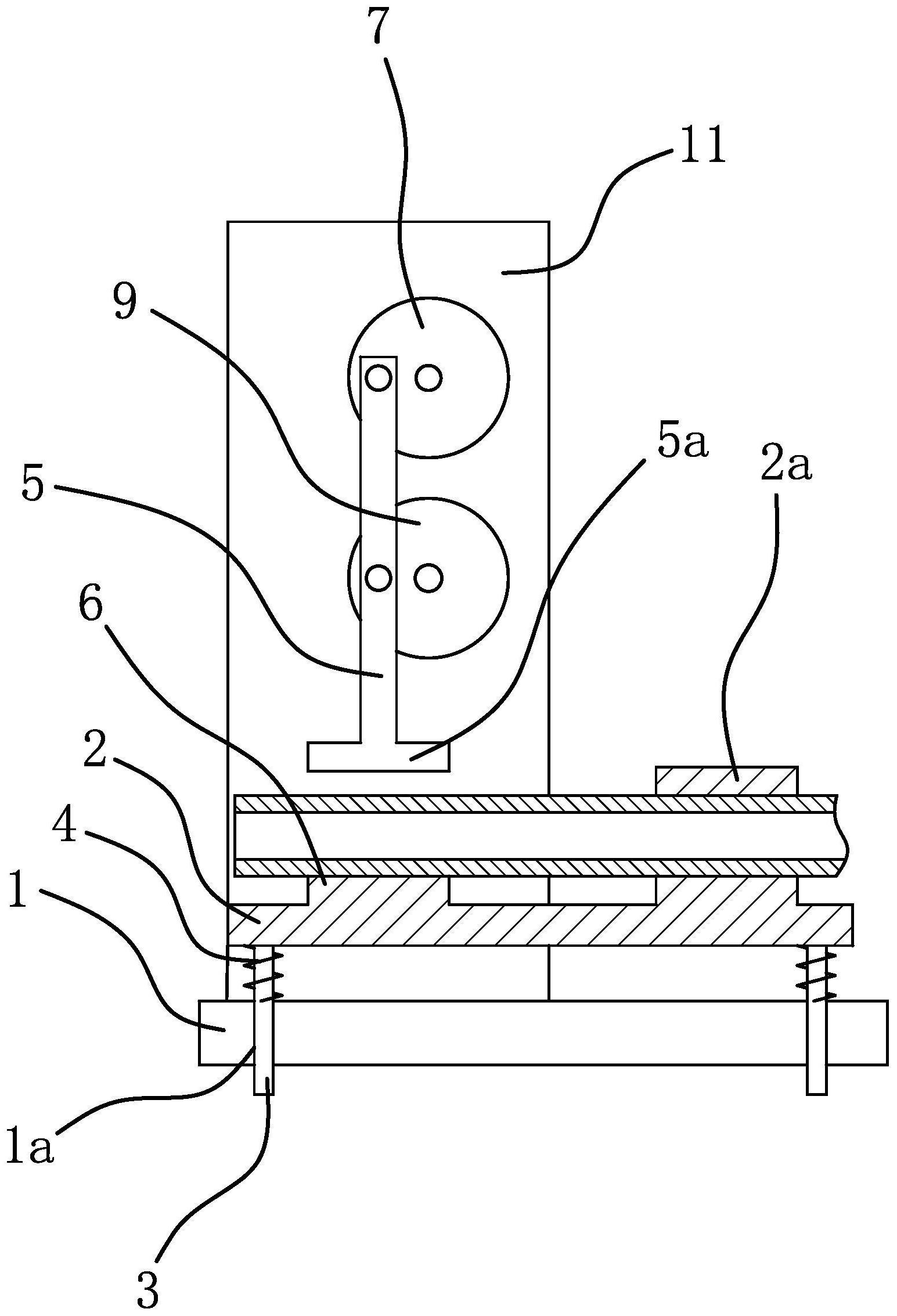
本发明的目的是针对现有技术存在的上述问题,提供一种能使不锈钢管装卸方便 且稳定性高的不锈钢管的定位模具。 本发明的目的可通过下列技术方案来实现: 一种不锈钢管的定位模具,包括机架,其特征在于,还包括定位板、预紧机构和缓 冲机构,上述定位板连接在机架下部处且缓冲机构位于定位板与机架之间,上述预紧机构 连接在机架上部处且预紧机构处于定位板的一端处,所述定位板另一端还具有呈筒状的定 位筒,当不锈钢管外端穿设在定位筒时,上述预紧机构能将不锈钢管内端定位在定位板上, 上述缓冲机构能对预紧机构施加的下压力进行缓冲。 本不锈钢管的定位模具创造性的通过定位筒对不锈钢管的一端预定位,然后通过 预紧机构对不锈钢管的另一端稳定定位。由于不锈钢管的两端均得到定位,因此,对不锈钢 管侧部的连接缝进行焊接过程中,钢管不会摆动,其稳定性比较高。 当然,预紧机构紧压不锈钢管时,由于不锈钢管是放置在定位板上的,预紧机构会 对定位板施加下压作用力。此时,在缓冲机构的作用下能对上述作用力进行缓冲,避免预紧 机构与定位板上的不锈钢管刚性接触。 在上述的不锈钢管的定位模具中,所述缓冲机构包括导向杆和弹簧,所述导向杆 上端固连在定位板下部,机架上具有与导向杆相匹配的导向孔,上述导向杆穿设在导向孔 处,上述弹簧套在导向杆上且弹簧的两端分别作用在定位板和机架上。 导向杆与导向孔配合能使定位板相对于机架稳定上下移动。 在弹簧的弹力作用下定位板具有上移趋势,定位板受到下压作用力时,弹簧收缩, 形成良好的缓冲。 在上述的不锈钢管的定位模具中,上述导向杆、弹簧和导向孔形成一缓冲单元,所 述缓冲单元的数量为若干个。 多个缓冲单元的设置能有效提高缓冲性能。 3 CN 111571107 A 说 明 书 2/3 页 在上述的不锈钢管的定位模具中,所述预紧机构包括压杆和底座,上述底座固连 在定位板端部处且底座上部具有与不锈钢管外侧相匹配的定位凹口,上述压杆与驱动件相 连接且驱动件能带动压杆上下移动。 不锈钢管位于底座与压杆之间,驱动件带动压杆下移后就能将不锈钢管稳定的定 位在底座与压杆之间。 在上述的不锈钢管的定位模具中,所述压杆下端具有呈弧形的接触部。 接触部与不锈钢管外侧相匹配,这样能提高机压杆下端与不锈钢管侧部的接触稳 定性。 在上述的不锈钢管的定位模具中,所述驱动件包括主动轮一和主动轮二,上述压 杆垂直设置且压杆上端铰接在主动轮一边沿处,压杆中部铰接在主动轮二边沿处,上述主 动轮一和主动轮二的转动方向相同。 在上述的不锈钢管的定位模具中,所述机架上固连有呈平板状的连接板,上述主 动轮一和主动轮二均位于连接板一侧,连接板另一侧固连有电机一和电机二,上述电机一 的转轴与主动轮一固连,上述电机二的转轴与主动轮二固连。 主动轮一和主动轮二同步转动过程中,压杆会相对于连接板笔直的上下移动。压 杆上移后压杆下端与不锈钢管脱离,压杆下移后压杆下端与不锈钢管接触。 与现有技术相比,本不锈钢管的定位模具由于不锈钢管的两端分别被定位筒和预 紧机构定位,因此,钢管定位稳定性高。 同时,定位过程中只需要将不锈钢管预先穿设在定位筒内,然后压杆下移即可,不 锈钢管装卸快速且方便。 附图说明 图1是本不锈钢管的定位模具初始状态时的结构示意图。 图2是本不锈钢管的定位模具定位不锈钢管时的结构示意图。 图3是本不锈钢管的定位模具中底座处的结构示意图。 图4是本不锈钢管的定位模具中主动轮一和主动轮二处的结构示意图。 图中,1、机架;1a、导向孔;2、定位板;2a、定位筒;3、导向杆;4、弹簧;5、压杆;5a、接 触部;6、底座;7、主动轮一;8、电机一;9、主动轮二;10、电机二;11、连接板。











