
技术摘要:
本发明公开了一种3D打印成型方法,应用于3D打印设备,该3D打印成型方法包括以下步骤:S1:将透光片覆盖住成型缸和供料缸的开口一侧;S2:控制供料升降组件推动供料板,以使供料缸中的打印材料向成型缸内挤入;S3:当所述打印材料受压铺平于透光片的下表面时,控制光源 全部
背景技术:
在3D打印过程中,立体光刻(SLA)和数字光处理(SLA)通常被视为能够在部件复杂 性和精度方面达到最高标准的技术,两者都使用光来诱导光敏树脂的聚合。光固化3D打印 的原理是将三维模型通过一个方向进行分层,从而获取每层的轮廓信息或者图像信息,通 过光源引起聚合反应,完成每一层的固化,最后实现一个三维实体模型。3D打印能够应用到 很多领域中,具有无需组装、成本低和质量高等优点。 光机(激光器)位于成型面上方进行曝光固化的DLP或者SLA装备中,通常在模型打 印完成后,整个液槽装置会倾斜一个微小角度,以便完成分离,分离后成型板后退,液槽装 置复位,以此循环便可完成模型的打印。现有的分离装置虽然可以较好的克服模型固化后 的分离力,但是每一次分离都需要液槽装置完成一次微小角度的偏移和复位,需要大量时 间做打印的准备工作,造成打印模型需要较长时间。现有3D打印需要刮刀将液位平面刮平, 等待液位完全平静后,才能开始下一层的打印,每打印一层都需要刮刀往复运动一次,造成 模型打印需要花费较长时间。
技术实现要素:
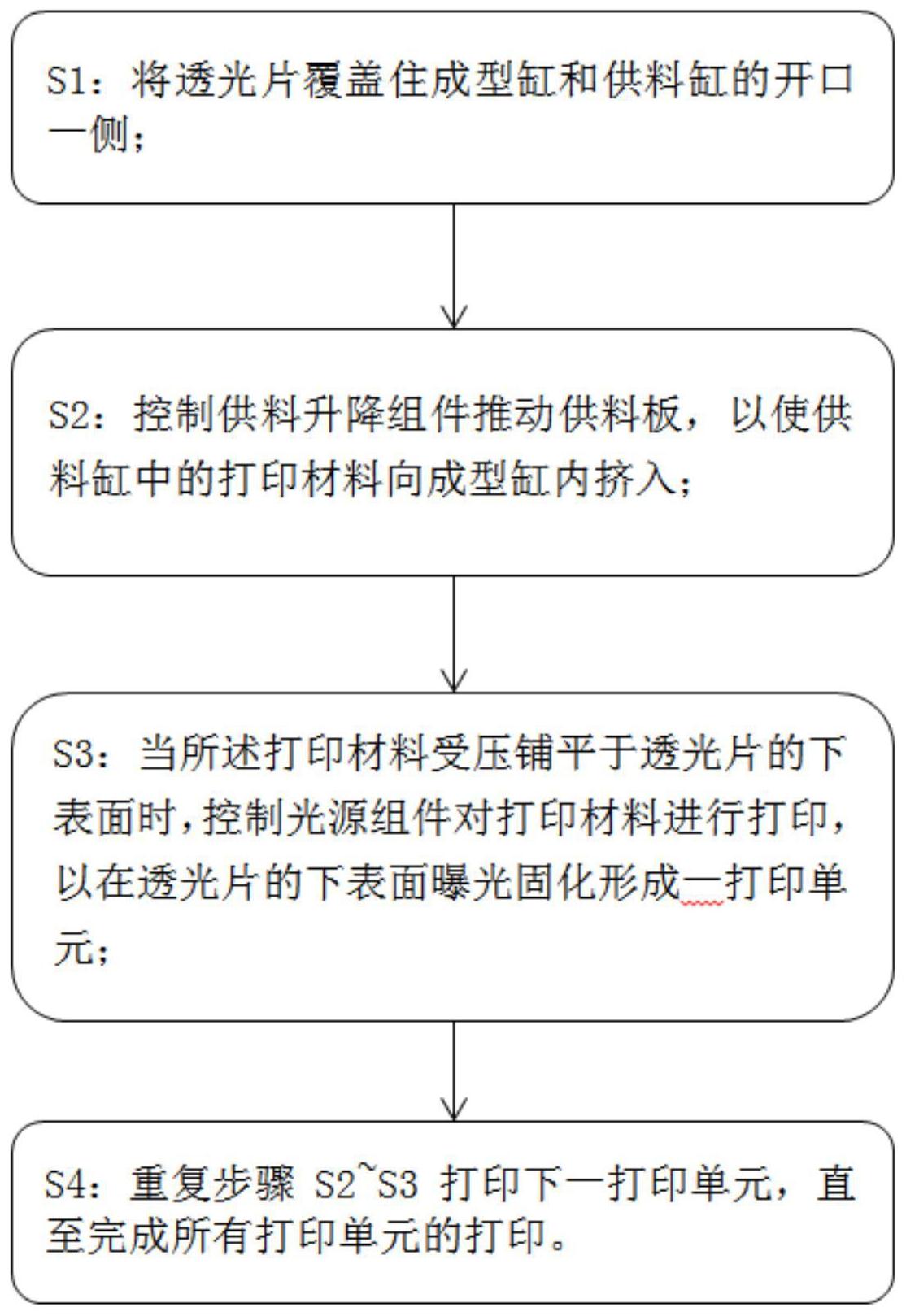
为了解决现有3D打印的打印时间长的问题,本发明提供了一种3D打印成型方法, 能够减少打印时间,提高打印的效率。 为了解决上述问题,本发明提供的具体方案如下: 一种3D打印成型方法,应用于3D打印设备,所述3D打印设备包括液槽组件、光源组 件和透光片,所述3D打印设备连接有上位机; 所述液槽组件包括用于打印材料成型的成型缸以及用于容纳打印材料并为所述 成型缸供料的供料缸,所述成型缸与供料缸并排设置;所述成型缸低部为成型板,所述供料 缸包括位于底部的供料板及与供料板连接的供料升降组件; 所述透光片,安装于液槽组件的一端,用于使打印材料平整; 所述光源组件,设置在液槽组件的一侧,用于提供光固化的光源; 所述上位机,用于控制液槽组件和光源组件; 该3D打印成型方法包括以下步骤: S1:将透光片覆盖住成型缸和供料缸的开口一侧; S2:控制供料升降组件推动供料板,以使供料缸中的打印材料向成型缸内挤入; S3:当所述打印材料受压铺平于透光片的下表面时,控制光源组件对所述打印材 料进行打印,以在透光片的下表面光固化形成一打印单元; S4:重复步骤S2~S3打印下一打印单元,直至完成所有打印单元的打印,模型打印 快速。 4 CN 111546627 A 说 明 书 2/5 页 可选的,所述成型缸和供料缸之间通过液槽隔板隔开设置,所述液槽隔板与所述 透光片之间设有用于过料的过料间隙,自动供料,提高打印速度。 可选的,设当前的打印单元为第N层的打印单元,所述成型板及所述供料板均位于 第N层的位置;在所述打印单元完成固化后,成型板下降至N 1层,同时供料板从N层上升至N 1层;所述成型板每下降一层形成的容积变化量与供料板每一次上升一层形成的容积变化 量相等。 可选的,所述步骤S3中,供料板受供料升降组件的驱动上升,以使供料缸内的打印 材料通过过料间隙被推入所述成型缸中。 可选的,所述步骤S3中,成型板受成型升降组件的驱动下降,并配合供料缸的供料 以使成型缸内的打印材料被压平于透光片位于成型缸一侧的下表面; 所述成型升降组件包括设置在液槽组件下方的电机、丝杠和联轴器,所述电机和 丝杠传动连接,所述联轴器设置在电机和丝杠之间,所述丝杠上套设有定位螺母,所述定位 螺母与成型板传动连接。 可选的,所述光源组件包括激光器和芯片,所述芯片安装在激光器上,所述上位机 和激光器信号连接,所述芯片为数字微镜DMD芯片。 可选的,光源组件工作前还包括以下步骤: 确定所述打印材料的类型,根据所述打印材料调整光源组件发出的光照强度范 围、打印采用的光照强度,以及每个打印单元曝光固化所需要的时间; 所述步骤S3还包括: 成型板每次移动的时间间隔等于所述每个打印单元曝光固化所需要的时间。 可选的,所述液槽组件上方设有平台基板,所述平台基板上可拆卸安装有载片台, 所述透光片设置在载片台上,所述载片台与设在平台基板上的滑轨滑动连接。 可选的,模型打印完成后,将模型脱离出来,具体包括以下步骤: 载片台沿着滑轨移动,使成型缸的开口裸露出来,控制成型板上升至其上表面与 成型缸的开口平齐,将模型从成型板脱离出来。 与现有技术相比,本发明的有益效果在于:本发明提供一种3D打印成型方法,在液 槽组件上贴合设置透光片,成型板和透光片配合将打印材料整平,结合用于固化的光源组 件,打印材料于透光片的下表面固化成型,省去了传统刮刀往复刮平的时间,可连续成型打 印,大大提升了打印速度;第N层的打印单元完成固化后,成型板下降至N 1层,同时供料板 从N层上升至N 1层,精准控制每个打印单元的尺寸,确保打印模型的质量。 附图说明 图1为本发明实施例提供的3D打印设备的示意图; 图2为本发明实施例提供的液槽组件的示意图; 图3为本发明实施例提供的3D打印成型方法的流程图; 其中,1为液槽组件;11为液槽隔板;13为供料板;14为成型板;15为过料间隙;16为 成型缸;17为供料缸;2为光源组件;21为激光器;3为透光片;4为成型升降组件,41为电机, 42为丝杠,43为联轴器;5为供料升降组件;51为供料电机;52为供料丝杠;53为供料联轴器; 6为平台基板;7为载片台。 5 CN 111546627 A 说 明 书 3/5 页











