
技术摘要:
本发明的TC25钛合金铸锭制备的方法,属于合金复合材料的技术领域,克服现有技术中的方法在制备TC25钛合金铸锭时易出现的W、Mo元素分布均匀性差,致使成品率较低等技术问题。该方法包括:S1:制作电极块,所述电极块根据钛合金铸锭的原料采用电极压制的方式制成;S2:多个 全部
背景技术:
TC25钛合金由俄罗斯的BT25钛合金演变而成,名义成分为 Ti-6 .5Al-2Zr-2Sn- 2Mo-1W-0.2Si。因合金中添加高熔点的W元素及高熔点Mo元素,使得TC25的热强性和耐热性 得到极大提高,适合在500℃~550℃下长期服役。由于其室温性能、高温强度、断裂韧性、疲 劳性能等匹配良好,综合性能优异,已作为航空发动机的首选的材料之一,国内主要用于涡 扇13发动机高压压气机盘和机匣。为满足航空发动机的使用需求,需要对TC25钛合金的生 产过程进行严格控制,其中熔炼过程尤为重要。由于TC25钛合金中W元素的含量达 1%,Mo 元素含量为2%,如果熔炼工艺不合理,极易导致出现高熔点W夹杂或 Mo元素偏析导致的铸 锭报废或铸锭化学元素偏析等情况,难以满足实际应用要求。如何通过选择合理的原材料 类型及制定合理的熔炼工艺参数,实现大锭型 TC25铸锭无HDI缺陷、元素分布均匀,一致性 良好,成品率高,是该合金熔炼控制的一大难点。 有鉴于此,特提出本发明。
技术实现要素:
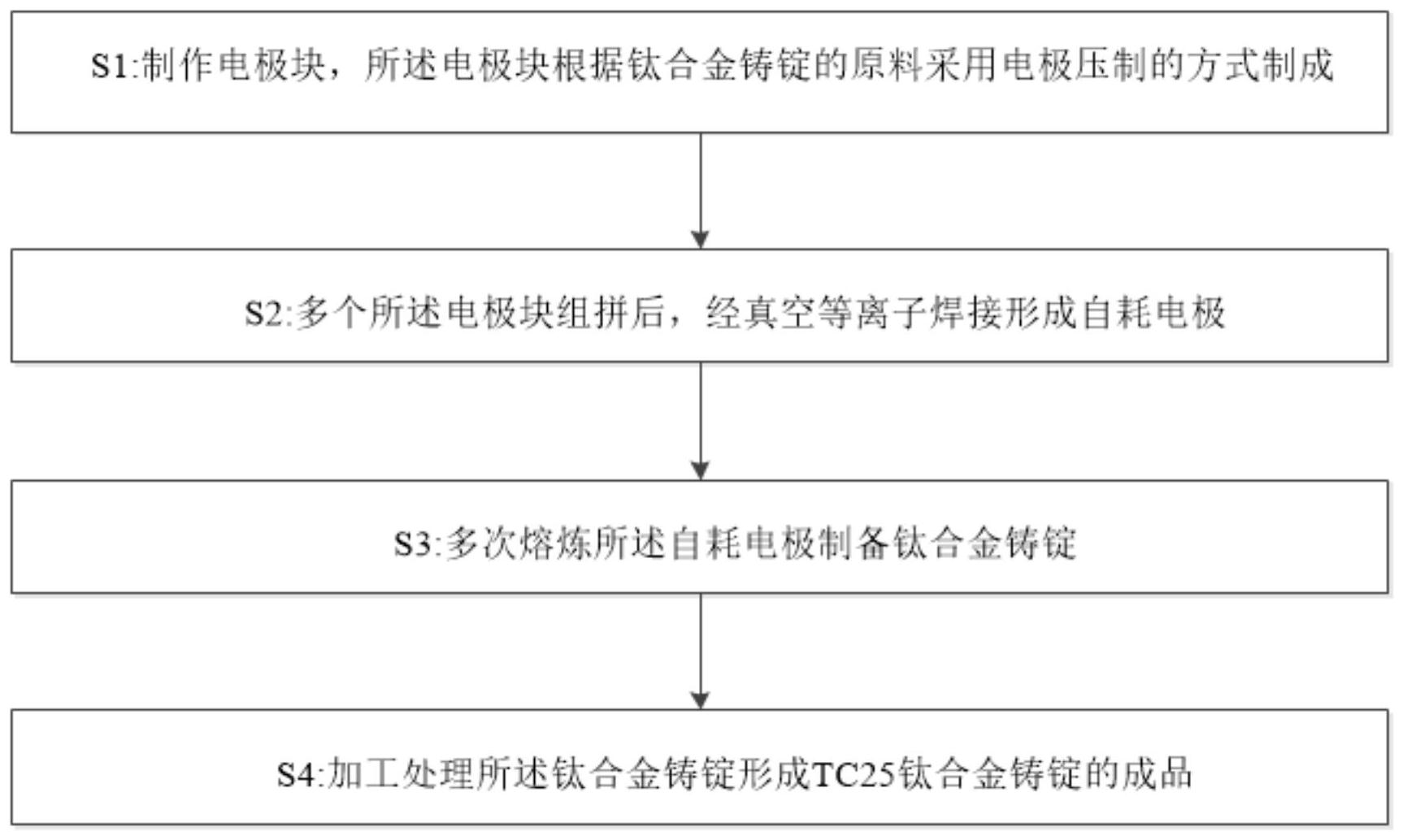
本发明的目的在于提供一种TC25钛合金铸锭的制备方法,克服现有技术中的方法 在制备TC25钛合金铸锭时易出现的W、Mo元素分布均匀性差,致使成品率较低等技术问题。 本发明创造有诸多有益效果,详见下文叙述。 为实现上述目的,一方面本发明提供了如下技术方案:一种TC25钛合金铸锭制备 的方法,所述方法包括以下步骤: S1:制作电极块,所述电极块根据钛合金铸锭的原料采用电极压制的方式制成; S2:多个所述电极块组拼后,经真空等离子焊接形成自耗电极; S3:多次熔炼所述自耗电极制备钛合金铸锭; S4:加工处理所述钛合金铸锭形成TC25钛合金铸锭的成品; 在一个优选或可选的实施方式中,S4中所述成品的直径为Φ500mm~Φ920mm。 在一个优选或可选的实施方式中,S1中所述原料包括:HTi、AlMoWTi 合金、AlMo65 合金、HZr、TiSn80、TiSi50、Al豆和TiO2,其中AlMoWTi合金中W的含量为7%~16%,Mo的含 量为20%~40%;AlMo65合金中Mo的含量为60%~70%。 在一个优选或可选的实施方式中,S1中所述原料混合均匀后,经油压机压制成所 述电极块,所述油压机的压制压强为26~38Mpa;多个所述电极块组拼后经真空等离子焊 接,制备所述自耗电极。 在一个优选或可选的实施方式中,S3中多次熔炼所述自耗电极制备钛合金铸锭的 方法包括:末次熔炼的所述自耗电极进入补缩阶段及补缩小电流保温阶段均留有预留量, 3 CN 111575510 A 说 明 书 2/6 页 在所述预留量进入补缩阶段且熔速为0kg/min时或接近 0kg/min时,保持2kA~4kA的电流 30min~60min后跳闸,停止所述自耗电极的熔炼。 在一个优选或可选的实施方式中,所述自耗电极进入补缩阶段的起始预留重量为 所述自耗电极总重量的3%-10%,补缩低电流保温阶段的自耗电极预留量为0.3%-0.9%。 在一个优选或可选的实施方式中,首次熔炼所述自耗电极第的电弧熔炼控制漏率 在1.0Pa/min以下,真空度在2.0Pa以下,熔炼电流20kA~30kA,熔炼电压30V~38V;稳弧电 流为5A~15A直流。 在一个优选或可选的实施方式中,所述自耗电极经三次熔炼,其中:第二次和第三 次熔炼控制漏率在0.8Pa/min以下,真空度在1.0Pa以下,熔炼速度 13kg/min~16kg/min, 熔炼电压30~38V,稳弧电流为10A~20A交流。 另一方面提供一种TC25钛合金的铸锭,所述铸锭使用以上部分或全部所述的方法 制备。 在一个优选或可选的实施方式中,所述铸锭的成品直径为Φ500mm~Φ920mm。 与现有技术相比,本发明提供的技术方案包括以下有益效果: TC25钛合金中W元素的含量达1%,Mo元素含量达2%,其中纯W的熔点为3410℃,纯 Mo的熔点为2620℃,如元素加入方式及熔炼工艺不合理,极易出现W、Mo元素熔解不充分,进 而导致出现高熔点W、Mo夹杂的情况出现,致使成品无法使用,通过原材料类型及成分含量 的精确选择及控制,并结合原材料成分含量,制定合理的自耗电极的多次熔炼工艺参数,使 TC25成品铸锭中无 HDI缺陷,W、Mo元素充分熔解并分布均匀,成品率高。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发 明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根 据这些附图获得其他的附图。 图1为本发明的TC25钛合金铸锭制备的方法的工艺框架图。











