
技术摘要:
本发明公开了一种蚊香的自动分圈装置,包括:支撑板,支撑板上具有第一工位和第二工位;视觉相机,检测位于第一工位的蚊香的完整性和朝向位置;第一摆位纠正器,设置在支撑板的第一工位上,以将蚊香的朝向位置进行调整;第二摆位纠正器,设置在支撑板的第二工位上,以 全部
背景技术:
常用的盘式蚊香一般是两圈交织在一起销售,这主要是由于蚊香生产模胚冲压工 艺及为了双圈蚊香可相互支撑,在后续的烘烤中不容易变形。但蚊香是单圈使用,用户将两 圈蚊香分开时容易折断蚊香,造成困扰。 为方便用户使用着想,蚊香厂家也希望预先将蚊香拆分,单圈销售。但厂家现在也 没有什么好设备将双圈蚊香拆分,基本是用人工拆分,效率低,劳动强度大。
技术实现要素:
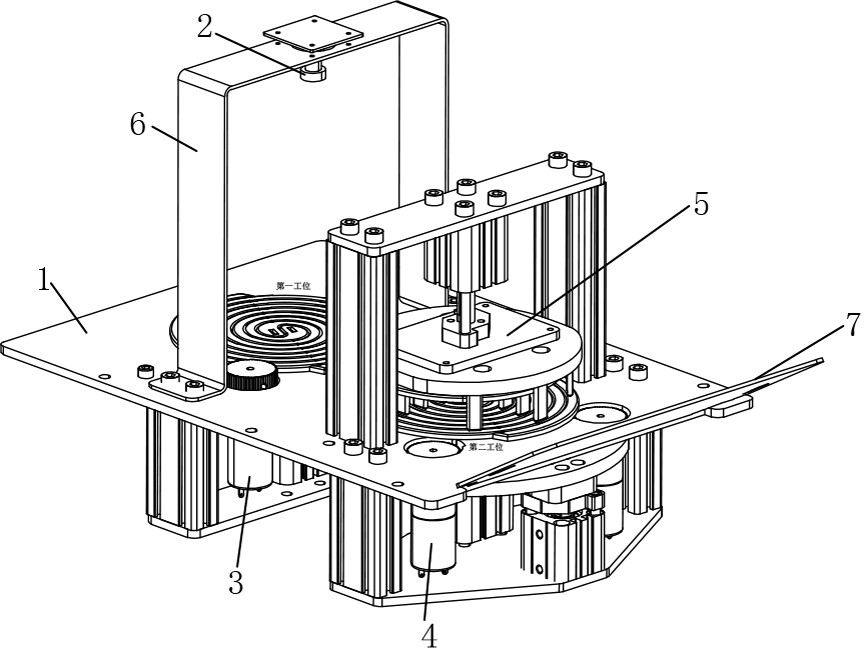
为了克服现有技术方案的不足,本发明提供一种蚊香的自动分圈装置,可以实现 双圈蚊香的自动化拆分,为单圈蚊香的大规模生产提供可能。 本发明解决其技术问题所采用的技术方案是: 一种蚊香的自动分圈装置,包括:支撑板,支撑板上具有第一工位和第二工位;视觉相 机,检测位于第一工位的蚊香的完整性和朝向位置;第一摆位纠正器,设置在支撑板的第一 工位上,以将蚊香的朝向位置进行调整;第二摆位纠正器,设置在支撑板的第二工位上,以 将蚊香的朝向位置进行调整; 分圈器,设置在支撑板的第二工位上,实现将蚊香进行分圈处理。 作为本发明一种优选的技术方案, 所述第一摆位纠正器和第二摆位纠正器分别 包括:旋转筒,所述旋转筒的一端穿设于支撑板,且与位于第一工位中的蚊香贴合相接,所 述支撑板上贯通有供旋转筒的一端穿出的通口;第一驱动组件,与旋转筒驱动连接,以带动 旋转筒相对于支撑板的通口中可升降移动设置。 作为本发明一种优选的技术方案, 所述旋转筒包括旋转电机和转轴,所述旋转电 机的转动轴电机轴连接于转轴,所述转轴的外侧周长上设置有齿轮纹。 作为本发明一种优选的技术方案, 所述第一摆位纠正器和第二摆位纠正器分别 还包括驱板,所述旋转电机的转动轴电机轴穿设出驱板并连接于转轴,所述第一驱动组件 的驱动杆连接于驱板。 作为本发明一种优选的技术方案, 所述分圈器包括:分圈模具,设置在支撑板的 第二工位上;第二驱动组件,与分圈模具驱动连接,以带动分圈模具作升降移动。 作为本发明一种优选的技术方案, 所述分圈模具包括两块压板和多个扣件,其中 一块压板设置在支撑板的一侧,另一块设置在支撑板的另一侧,每个扣件均匀布置在压板 朝向第二工位的端面上。 作为本发明一种优选的技术方案, 还包括相机支撑座,所述相机支撑座设置在支 撑板的第一工位上方,所述视觉相机设置在相机支撑座的中心部。 作为本发明一种优选的技术方案, 所述支撑板倾斜设置,且靠近在第二工位的一 3 CN 111571163 A 说 明 书 2/4 页 端设置有出料导向板。 与现有技术相比,本发明的有益效果是: 1.蚊香全自动分圈,大大提高了蚊香生产效率,大幅减少了产线员工。 2.柔性自动定位,蚊香形状一致性不好、尺寸偏差较大,使用常用的工件定位方式 适应性不好,致使部分蚊香置位偏差较大,造成分圈失败,通过本发明的分圈器,对蚊香尺 寸变化的容差性较好,便于自动化生产。 附图说明 图1是本发明实施例的整体结构示意图。 图2是本发明实施例的第一摆位纠正器结构示意图。 图3是本发明实施例的第二摆位纠正器结构示意图。 图4是本发明实施例的旋转筒结构示意图。 图5是本发明实施例的分圈器结构示意图。 图中标号: 1-支撑板; 2-视觉相机; 3-第一摆位纠正器; 4-第二摆位纠正器; 341-旋转筒,3411-旋转电机,3412-转轴,3413-齿轮纹;342-第一驱动组件;343-驱板; 5-分圈器,51-分圈模具,511-压板,512-扣件;52-第二驱动组件; 6-相机支撑座; 7-出料导向板。











