
技术摘要:
本发明公开了一种无人碾压机群路径规划方法,该方法依次包括如下步骤:仓面拆分、子仓面内作业路径规划、子仓面间转场作业路径规划和机群作业路径拆分;其中仓面拆分是将总作业仓面拆分为若干个子仓面;子仓面内作业路径规划是对碾压机在子仓面内的碾压作业路径进行规 全部
背景技术:
目前,碾压是大坝施工过程中的重要一环,碾压质量影响着大坝的施工质量,直接 关系到大坝的安全;碾压进度影响后序环节的施工,制约着大坝整体施工进度间接影响施 工成本。如何提高碾压施工管理水平,更好地控制碾压作业的施工质量和施工进度一直以 来都是科研工作者们关注的焦点。 无人碾压技术是近年来碾压施工领域的重大突破,它改变了传统人工控制碾压机 作业的方式,通过底层控制机构和自动控制算法,减少了作业过程的人为干预,进一步提高 作业精度和效率。无人碾压技术在碾压施工领域的应用一定程度上解放了人力,实现了规 则作业面的轨迹规划、大面碾压,然而已有研究多见于针对碾压机单机的底层循迹控制方 面,当前仍匮乏无人碾压机群作业管理方面的研究。 大坝料区多,作业面边界、障碍物条件复杂,大坝碾压有赖于多型号碾压机群协同 作业来完成。若缺乏科学的决策方法与高效的管控系统,无人碾压机群将难以发挥协同优 势。复杂作业条件下,相较于无人碾压机单机作业,无人碾压机群在仓面碾压作业过程中可 能会在时间、空间和任务层面上发生冲突,如:碰撞障碍物、相邻作业面间漏碾或过碾、任务 划分不均衡设备利用率低、无人碾压机型号与作业参数和施工区域不匹配等,进而影响大 坝碾压的质量、进度和安全。
技术实现要素:
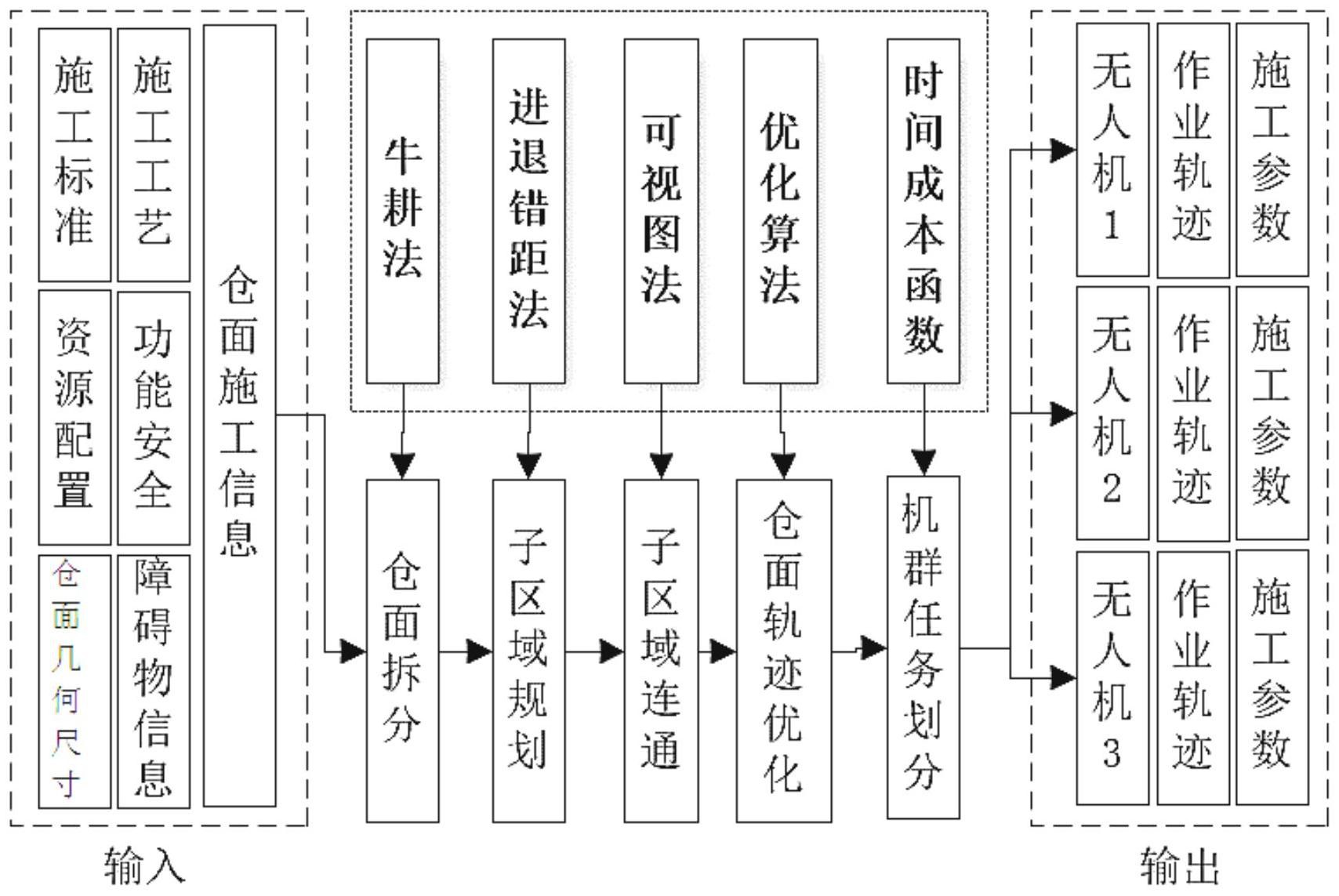
本发明为解决公知技术中存在的技术问题而提供一种无人碾压机群路径规划方 法。以碾压机群为研究对象,研究无人碾压机群协同作业的自动碾压系统,以应对复杂、动 态变化的作业场景和作业任务,实现无人碾压机群的协同作业,最大化地发挥无人碾压机 群性能。构建无人碾压机群协同作业的自动碾压系统,其难点在于如何进行复杂仓面条件 下,无人碾压机群满足施工质量提高施工进度的无碰撞作业路径规划。 本发明为解决公知技术中存在的技术问题所采取的技术方案是:一种无人碾压机 群路径规划方法,该方法依次包括如下步骤:仓面拆分、子仓面内作业路径规划、子仓面间 转场作业路径规划和机群作业路径拆分;其中仓面拆分是将总作业仓面拆分为若干个子仓 面;子仓面内作业路径规划是对碾压机在子仓面内的碾压作业路径进行规划;子仓面间转 场作业路径规划是对碾压机在不同子仓面间的转场作业路径进行规划;机群作业路径拆分 是将规划的作业路径汇总后分配给各个碾压机。 进一步地,采用牛耕式分解法对作业仓面进行拆分。 进一步地,对作业仓面进行拆分时,根据障碍物位置及障碍物几何形状规划子仓 面几何边界,以满足碾压作业时碾压机与障碍物碰撞的概率为零。 4 CN 111595355 A 说 明 书 2/9 页 进一步地,采用进退错距法进行子仓面内作业路径规划。 进一步地,采用进退错距法进行子仓面作业路径规划的具体步骤如下:设子仓面 由若干中心线垂直于坝轴线的与碾轮宽度等宽的条带搭接构成;将碾压机作业模式设置为 如下两种作业模式的组合:第一种作业模式为在同一条带上往复碾压作业模式,第二种作 业模式为在相邻两条带间转换碾压作业模式;设碾压机的中心行车路径为作业路径;则除 转弯外碾压机的作业路径与条带的中心线重合;根据仓面垂直于坝轴线方向的长度及其平 行于坝轴线方向的宽度、设定的搭接宽度、碾轮宽度以及碾压机转弯半径,规划碾压机在子 仓面内的全部作业路径。 进一步地,子仓面间转场作业路径规划方法如下:建立旅行商问题数学模型,将各 个子仓面内作业路径的起始点定义为节点,建立各节点之间的距离作为节点间移动成本函 数,求得遍历节点的最短路径,将遍历节点的最短路径作为子仓面间转场作业路径。 进一步地,规划的碾压机作业路径上存在障碍物时,采用可视图法对作业路径进 行优化,其方法为:首先将障碍物的顶点、以及作业路径的起始点及目标点用直线组合连接 以建立起可视图,要求直线不穿过障碍物内部,然后基于可视图计算最短路径作为最优路 径。 进一步地,机群作业路径拆分方法如下:碾压机的作业时间包括碾压机作业面碾 压时间及作业中的转场时间;将碾压机作业面碾压时间分为条带碾压时间和错距碾压时 间;建立作业时间成本数学模型;以各个碾压机的作业时间成本相等为约束条件,对总体作 业路径进行拆分。 进一步地,建立作业时间成本数学模型的具体方法如下: 步骤一,构建全仓面时间成本函数如下: T=T(Z) T(R) T(C) 步骤二,以各个碾压机的作业时间相等为约束条件,对碾压机群的作业任务进行 划分,建立单个碾压机的作业时间成本函数如下: 式中:T为仓面时间总承包,T(Z)为转场时间总成本,T(R)为碾压时间总成本,T(C)为 错距时间总成本,Nz为转场路径总数,ZPathi为第i条转场路径,Nr为碾压条带总数,Vz为转 场车速,RPathj为第j条碾压路径,N为碾压遍数,Vr为碾压车速,CPathk为第k条错距路径,Nc 为错距路径总数,Vc为错距车速; W(n)为第n台碾压机的作业路径,T(n)第n台碾压机的作业时间,Pz(n)为第n台碾 压机转场路径在总路径中的起点编号,Pr(n)为第n台碾压机碾压路径在总路径中的起点编 5 CN 111595355 A 说 明 书 3/9 页 号,Pc(n)为第n台碾压机错距路径在总路径中的起点编号,v为碾压施工平均速度,单位km/ h。 本发明具有的优点和积极效果是: 本发明采取先全局规划后任务拆分的步骤,有利于确保多台碾压机的搭接区域不 出现漏碾或过碾现象。区域拆分可采用精确几何分解法能够适合大坝仓面面积大且对轨迹 控制精度高的场合。针对子仓面路径规划,为满足不同坝料的碾压施工工艺需求,提供了一 种进退错距法和搭接法通用的作业路径和错距路径计算方法。通过建立旅行商问题数学模 型,将各个子仓面间的最短路径作为子仓面间转场作业路径。通过采用可视图法对作业路 径进行优化,使作业路径满足安全的要求且时间成本最低。 本发明可满足复杂仓面条件下无人碾压机群作业要求,满足施工质量,提高了施 工进度,而且无碰撞作业路径规划符合安全要求,为实现无人碾压机群协同作业的大坝全 坝料自动碾压打下基础。 附图说明 图1是本发明的工作流程示意图; 图2是本发明的一种子仓面内作业路径规划示意图; 图3是图2的I部错距段轨迹放大结构示意图。











