
技术摘要:
本发明公开了一种扁平超薄型电源变压器磁芯成型方法,属于软磁铁氧体材料领域,可以实现通过对选料和压制成型工艺上进行改进,选择合适粒径和松散比重的原料粉末进行混合后采用二次压制的方式,初压迫使原料粉体初步成型得到坯体,然后向模具内通入混合有修复颗粒的高 全部
背景技术:
软磁锰锌铁氧体磁芯主要用于各种电感器、变压器、滤波器和扼流圈的制造,广泛 应用于现代电子信息领域,如电脑及其外部设备、办公自动化设备、数字通信设备、互联网、 家用电器、电磁兼容设备、绿色照明装置、工业自动化和汽车航空航天及军事领域。 电子信息产品的迅猛发展,各种各样的开关电源和适配器应运而生,同时也给开 关电源电路及用于其中的磁性器件锰锌铁氧体磁芯提出了更高的要求。一个典型开关电源 电路的基本电路原理:要经过交流输入滤波电路二极管整流,滤波或直流电,再经过开关斩 波电路变成高频交流电,通过变压器变压,隔离后由快速恢复二极管高频整流,再经过扼流 圈,电容滤波输出平滑直流,在这个典型的开关电源电路中所用到电源变压器就有若干个, 如主变压器、平滑扼流圈、驱动变压器、辅助变压器等,这些变压器应用,由于现代化电子的 小型化,给开关式电源提出新要求,小型、轻薄型是设计目标,电源变压器磁芯设计电源变 压器的关键磁性器件,要求设计出来的磁芯不但体积不宜过大,而且应满足相应的功率要 求。 但是目前软磁铁氧体磁芯的成型工艺大多较为繁琐,且成品率较低,尤其是在压 制成型的过程中,理论上生胚的密度越大,烧结后的成品强度也越高,然而在实际成型过程 中,在一定的粉体条件下,生坯密度越大所需成型压力就越大,但过大的压力在粉体压制的 过程中便容易产生分层开裂等问题,进而导致磁芯成品的合格率降低。
技术实现要素:
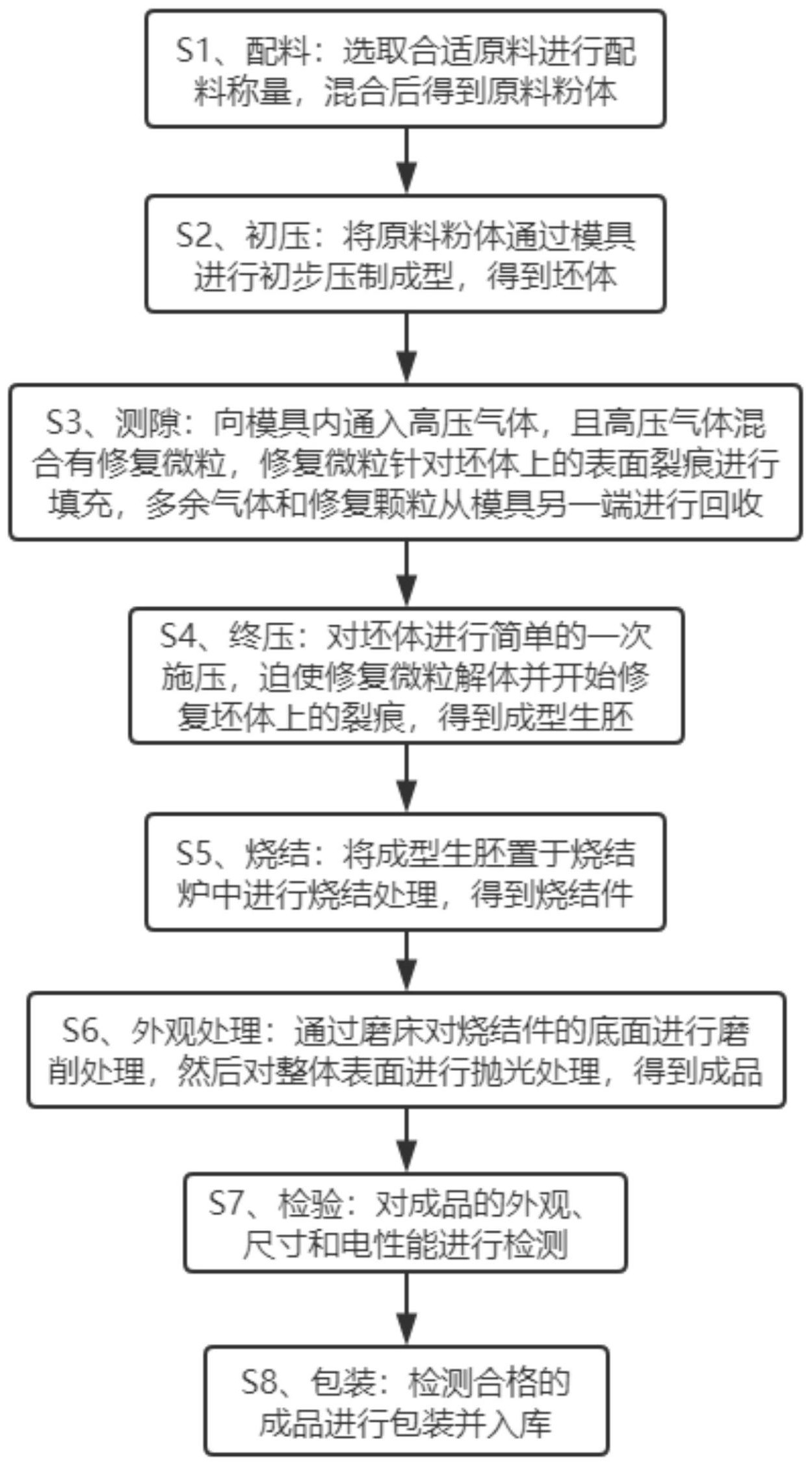
1.要解决的技术问题 针对现有技术中存在的问题,本发明的目的在于提供一种扁平超薄型电源变压器 磁芯成型方法,它可以实现通过对选料和压制成型工艺上进行改进,选择合适粒径和松散 比重的原料粉末进行混合后采用二次压制的方式,初压迫使原料粉体初步成型得到坯体, 然后向模具内通入混合有修复颗粒的高压气体,迫使高压气体携带修复颗粒经过坯体的表 面,并对沿途的坯体裂缝进行填补,在随后的终压工序中不仅促使坯体完全成型,同时压迫 修复颗粒解体触发修复动作,沿裂缝实现高强度的一体化修复,减少了产品的变形、开裂等 问题,大幅提高磁芯成品的合格率,采用本发明成型的磁芯由于具有低矮结构、壁薄、易于 散热、可靠性高、易于装配且形成系列化,适合各类扁平电源变压器的使用。 2.技术方案 为解决上述问题,本发明采用如下的技术方案。 一种扁平超薄型电源变压器磁芯成型方法,包括以下步骤: S1、配料:选取合适原料进行配料称量,混合后得到原料粉体; 3 CN 111584225 A 说 明 书 2/6 页 S2、初压:将原料粉体通过模具进行初步压制成型,得到坯体; S3、测隙:向模具内通入高压气体,且高压气体混合有修复微粒,修复微粒针对坯 体上的表面裂痕进行填充,多余气体和修复颗粒从模具另一端进行回收; S4、终压:对坯体进行简单的一次施压,迫使修复微粒解体并开始修复坯体上的裂 痕,得到成型生胚; S5、烧结:将成型生胚置于烧结炉中进行烧结处理,得到烧结件; S6、外观处理:通过磨床对烧结件的底面进行磨削处理,然后对整体表面进行抛光 处理,得到成品; S7、检验:对成品的外观、尺寸和电性能进行检测; S8、包装:检测合格的成品进行包装并入库。 进一步的,所述步骤S1中的原料中各组分的摩尔百分比为50-52mol%的Fe2O3、6- 28mol%的MnO和剩余的ZnO,通过成分的合理选择和配比,使锰锌铁氧体磁芯的自身叠加特 性比以前更高,且稳定性更强,同时也满足磁芯电感高的要求,适用于大功率电源变压器的 需求,为电源变压器小型化、高效化提供了条件,有利于降低工业加工成本和规模化生产。 进一步的,所述原料的粒径为80-120目,松装比重为1.35—1.40,粉体的颗粒直径 一致性好,成型有助于粉末间孔隙的相互啮合,通过压机成型加工和保压,从而实现生坯的 密度和强度的提高,从粉料的角度来控制,在考虑粉料粒径和密度的过程中,作重考虑粉料 的松装比重,松装比重越大,生坯强度越低,反之越高。 进一步的,所述模具包括定模、上动模和下动模,所述定模内端对应开设有一对气 体流道,所述气体流道的开口处镶嵌连接有相匹配的磁性契合挡板,所述磁性契合挡板上 固定连接有T型滑块,所述气体流道侧壁上开设有与T型滑块相匹配的T型滑槽,且T型滑块 与T型滑槽之间滑动卡接,所述气体流道远离磁性契合挡板一端安装有电磁铁,所述定模上 安装有一对分别与气体流道相连通的外通气管,正常状态下可以作为完整的模具对原料粉 体进行压制成型,在测隙状态下通过磁吸作用主动移开磁性契合挡板后向模具内通入混合 有修复颗粒的高压气体。 进一步的,所述修复微粒包括填补内芯,所述填补内芯外表面包裹有自解体防护 层,所述自解体防护层内镶嵌连接有多个修补微囊和纳米纤维,填补内芯起到填补裂缝的 作用,且与原料粉体保持同源,自解体防护层起到保护修补微囊的作用,同时在解体后辅助 填补内芯起到填补裂缝的作用,使得裂缝的修复更为充分密实,修补微囊在受到压迫时会 破裂释放出粘合剂提高修复颗粒对裂缝的修复强度,纳米纤维在正常状态下可以起到补强 自解体防护层的作用,避免提前解体,而在压迫状态下一方面可以加速自解体防护层解体, 另一方面可以迫使修补微囊裂开释放粘合剂。 进一步的,所述填补内芯为氧化铁,所述自解体防护层为纳米氧化钴和纳米氧化 镍中的一种或混合物,所述修补微囊为微囊化的粘合剂,纳米氧化钴和纳米氧化镍可以降 低磁芯在裂缝处的损耗,同时还能显著提高强度。 进一步的,所述修复颗粒的粒径为200nm-10μm,可以跟随高压气体进入模具内,在 模具和坯体之间的间隙中经过实现针对性填补。 进一步的,所述步骤S5中生胚首先从室温缓慢升温至280-320℃,升温时间为5- 6h;然后从280-300℃升温至1350-1380℃,升温时间为9-10h;接着在1320-1350℃下保温4- 4 CN 111584225 A 说 明 书 3/6 页 5h;最后自然降温至室温,冷却时间10-12h。 进一步的,所述步骤S5中生胚烧结在保护气氛下进行,所述保护气氛包括但不仅 限于氮气、氩气和氦气。 进一步的,所述步骤S6中磨削面配对错位≤0.30mm。 3.有益效果 相比于现有技术,本发明的优点在于: (1)本方案可以实现通过对选料和压制成型工艺上进行改进,选择合适粒径和松 散比重的原料粉末进行混合后采用二次压制的方式,初压迫使原料粉体初步成型得到坯 体,然后向模具内通入混合有修复颗粒的高压气体,迫使高压气体携带修复颗粒经过坯体 的表面,并对沿途的坯体裂缝进行填补,在随后的终压工序中不仅促使坯体完全成型,同时 压迫修复颗粒解体触发修复动作,沿裂缝实现高强度的一体化修复,减少了产品的变形、开 裂等问题,大幅提高磁芯成品的合格率,采用本发明成型的磁芯由于具有低矮结构、壁薄、 易于散热、可靠性高、易于装配且形成系列化,适合各类扁平电源变压器的使用。 (2)原料中各组分的摩尔百分比为50-52mol%的Fe2O3、6-28mol%的MnO和剩余的 ZnO,通过成分的合理选择和配比,使锰锌铁氧体磁芯的自身叠加特性比以前更高,且稳定 性更强,同时也满足磁芯电感高的要求,适用于大功率电源变压器的需求,为电源变压器小 型化、高效化提供了条件,有利于降低工业加工成本和规模化生产。 (3)原料的粒径为80-120目,松装比重为1.35—1.40,粉体的颗粒直径一致性好, 成型有助于粉末间孔隙的相互啮合,通过压机成型加工和保压,从而实现生坯的密度和强 度的提高,从粉料的角度来控制,在考虑粉料粒径和密度的过程中,作重考虑粉料的松装比 重,松装比重越大,生坯强度越低,反之越高。 (4)模具包括定模、上动模和下动模,定模内端对应开设有一对气体流道,气体流 道的开口处镶嵌连接有相匹配的磁性契合挡板,磁性契合挡板上固定连接有T型滑块,气体 流道侧壁上开设有与T型滑块相匹配的T型滑槽,且T型滑块与T型滑槽之间滑动卡接,气体 流道远离磁性契合挡板一端安装有电磁铁,定模上安装有一对分别与气体流道相连通的外 通气管,正常状态下可以作为完整的模具对原料粉体进行压制成型,在测隙状态下通过磁 吸作用主动移开磁性契合挡板后向模具内通入混合有修复颗粒的高压气体。 (5)修复微粒包括填补内芯,填补内芯外表面包裹有自解体防护层,自解体防护层 内镶嵌连接有多个修补微囊和纳米纤维,填补内芯起到填补裂缝的作用,且与原料粉体保 持同源,自解体防护层起到保护修补微囊的作用,同时在解体后辅助填补内芯起到填补裂 缝的作用,使得裂缝的修复更为充分密实,修补微囊在受到压迫时会破裂释放出粘合剂提 高修复颗粒对裂缝的修复强度,纳米纤维在正常状态下可以起到补强自解体防护层的作 用,避免提前解体,而在压迫状态下一方面可以加速自解体防护层解体,另一方面可以迫使 修补微囊裂开释放粘合剂。 (6)填补内芯为氧化铁,自解体防护层为纳米氧化钴和纳米氧化镍中的一种或混 合物,修补微囊为微囊化的粘合剂,纳米氧化钴和纳米氧化镍可以降低磁芯在裂缝处的损 耗,同时还能显著提高强度。 5 CN 111584225 A 说 明 书 4/6 页 附图说明 图1为本发明的流程示意图; 图2为本发明模具部分的结构示意图; 图3为本发明修复颗粒(8)的结构示意图; 图4为本发明生胚裂缝部分的结构示意图; 图5为本发明磁芯成品的侧视图; 图6为本发明磁芯成品的俯视图。 图中标号说明: 1定模、2上动模、3下动模、4磁性契合挡板、5T型滑槽、6气体流道、7电磁铁、8修复 颗粒、81填补内芯、82自解体防护层、83修补微囊、84纳米纤维、9外通气管。











