
技术摘要:
本发明涉及一种金属管件活接头攻丝加工工艺,主要一种金属管件活接头攻丝加工机械配合完成,所述金属管件活接头攻丝加工机械包括工作台、带式输送机、定位装置、可伸缩支架与攻丝装置,所述工作台左侧上端安装有带式输送机,带式输送机右端安装有定位装置,工作台前侧 全部
背景技术:
活接头是是一种能方便安装拆卸的常用管道连接件,主要有螺母,云头,平接三部 分组成,活接头分为承插活接头与螺纹活接头,螺纹活接头因其强度高、性能稳定、连接速 度快以及应用范围广等优点而被广泛应用于管道连接,螺纹活接头使管道的连接变得更简 单,拆卸更换也更容易,大大节省了管道连接的成本。 在对活接头进行加工的过程中,由于活接头的结构限制,导致在实际操作过程中, 存在以下问题: (1)传统的活接头制造加工自动化攻丝机械在对活接头进行加工时,一般一次工 作过程仅能够加工一个活接头,加工效率较低。 (2)传统的活接头制造加工自动化攻丝机械在对活接头进行加工时,需要依次对 活接头进行夹持固定以及将加工完成的活接头与设备相分离,在加工完成后需要将设备停 止工作,以将加工完成的活接头取出,极易造成设备的损伤,从而造成设备的工作寿命降 低。
技术实现要素:
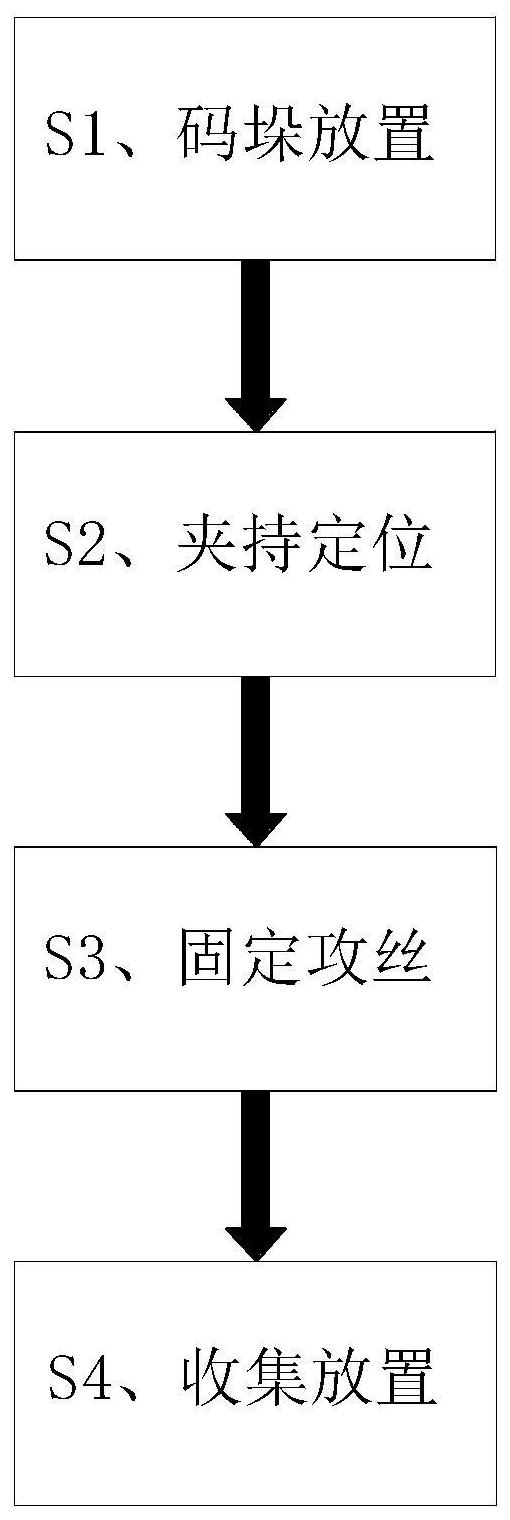
为了弥补现有技术的不足,本发明提供了一种金属管件活接头攻丝加工工艺。 本发明所要解决其技术问题所采用以下技术方案来实现:一种金属管件活接头攻 丝加工工艺,主要一种金属管件活接头攻丝加工机械配合完成,所述金属管件活接头攻丝 加工机械包括工作台、带式输送机、定位装置、可伸缩支架与攻丝装置, 该金属管件活接头攻丝加工工艺具体包括以下步骤: S1、码垛放置:通过码垛机器人将待加工的活接头码垛放置到工作台的带式输送 机上; S2、夹持定位:通过带式输送机与定位装置的相互配合运动对待加工的活接头进 行夹持定位; S3、固定攻丝:在步骤S2待加工的活接头夹持定位之后通过可伸缩支架与攻丝装 置相配合对待加工的活接头进行定位固定以及内攻丝加工; S4、收集放置:经过S3步骤固定攻丝完毕后的活接头进行收集放置到指定位置; 所述工作台左侧上端安装有带式输送机,带式输送机右端安装有定位装置,工作 台前侧上端面固定安装有可伸缩支架,可伸缩支架上端固定安装有攻丝装置;其中: 所述定位装置包括电机一、控制架、圆柱凸轮、转动圆柱、转动板、小圆柱块与夹持 块,工作台后侧右端面通过电机左座固定安装有电机一,电机一左端输出轴通过联轴器固 定安装有控制架,控制架前侧左端固定安装有圆柱凸轮,圆柱凸轮上端开设有螺旋槽,工作 台上位于圆柱凸轮前端开设有圆柱凹槽,圆柱凹槽上以滑动配合的方式连接有转动圆柱, 4 CN 111545844 A 说 明 书 2/6 页 转动圆柱上端固定安装有转动板,转动板下端沿周向均匀安装有小圆柱块,转动板上端沿 周向均匀安装有夹持架;通过电机一带动控制架运动,通过圆柱凸轮与小圆柱块相配合,控 制转动板的转动周期,从而控制夹持块与活接头的接触周期,通过夹持块与转动板相配合 对活接头进行夹持定位。 所述控制架包括齿轮板一、圆柱杆、齿轮板二与腰形板,电机一左端输出轴通过联 轴器固定安装有齿轮板一,齿轮板一后侧开设有弧形凹槽,弧形凹槽表面沿周向均匀开设 有齿槽,齿轮板一上的弧形凹槽上侧左端面固定安装有圆柱杆,工作台前端左右两侧以滑 动配合的方式连接有转动轴,转动轴上固定安装有齿轮板二,齿轮板二上沿周向均匀开设 有齿槽,齿轮板二后侧开设有弧形凹槽,齿轮板二左端面固定安装有腰形板,齿轮板二左端 通过转动轴固定安装有圆柱凸轮;当电机一带动齿轮板一转动时,齿轮板一上的圆柱杆与 齿轮板二上的腰形板相接触,使齿轮板二转动,从而使齿轮板二上齿槽与齿轮板一上齿槽 相啮合,从而带动齿轮板二进行转动,直至齿轮板二上的弧形凹槽与齿轮板一相接触,使齿 轮板二处于静止,直至齿轮板一上的圆柱杆与齿轮板二上的腰形板相接触,再次带动齿轮 板二进行转动,从而控制圆柱凸轮的转动,最终达到控制转动板的转动周期的目的,从而以 达到使攻丝刀具对活接头进行攻丝的目的。 所述攻丝装置包括支撑板、电机二、转动柱、大齿轮、转动杆、小齿轮与攻丝刀具, 可伸缩支架上端固定安装有支撑板,支撑板上端中部通过电机座固定安装有电机二,电机 二下端输出轴通过联轴器固定安装有转动柱,转动柱上端固定安装有大齿轮,支撑板上沿 周向均匀以滑动配合的方式连接有转动杆,转动杆上端固定安装有小齿轮,小齿轮与大齿 轮相啮合,转动杆的下端固定安装有攻丝刀具;通过支撑板支撑电机二与攻丝刀具,通过大 齿轮与小齿轮相配合,以达到通过电机二控制所有的攻丝刀具进行工作,通过攻丝刀具对 活接头进行攻丝。 所述支撑板包括弧形板、电动气缸、圆板架、圆筒块与橡胶圈,可伸缩支架上端固 定安装有弧形板,弧形板为葫芦形板,弧形板下端固定安装有电动气缸,电动气缸下端固定 安装有圆板架,圆板架上沿周向均匀开设有圆柱通孔,圆柱通孔下端固定安装有圆筒块,圆 筒块下端开设有圆角,圆筒块下端面固定安装有橡胶圈;通过弧形板与可伸缩支架控制攻 丝刀具与活接头之间的垂直距离,通过电动气缸控制圆板架与圆筒块的垂直位移,从而达 到对活接头进行定位以及将活接头与夹持块相脱离的目的,通过圆筒块对活接头进行固定 以及对活接头进行挤压,使活接头与夹持块之间紧密接触,且将攻丝完成的活接头与夹持 块之间相脱离,从而对活接头进行收集。 作为本发明的一种优选技术方案,所述工作台下端卡接有圆形盒,圆形盒下端均 匀开设有圆柱通孔,圆柱通孔上端开设有圆角;通过圆形盒对攻丝完成的活接头进行收集, 通过圆形盒上的圆柱通孔对活接头攻丝后的碎屑进行排出,通过圆柱通孔上端的圆角有利 于碎屑的顺利排出。 作为本发明的一种优选技术方案,所述转动板包括圆柱厚板、通道板、电动推杆、 矩形长板、六角形筒柱与橡胶套,转动圆柱上端固定安装有圆柱厚板,圆柱厚板上端固定安 装有通道板,圆柱厚板中部开设有圆柱凹槽,圆柱凹槽下端面固定安装有电动推杆,电动推 杆下端沿周向通过销轴安装有矩形长板,矩形长板末端固定安装有六角形筒柱,六角形筒 柱内固定安装有橡胶套;通过圆柱孔板对夹持块进行固定,通过通道板限制活接头的运动 5 CN 111545844 A 说 明 书 3/6 页 轨迹,通过电动推杆与矩形板相配合,控制六角形筒柱的位移,以达到对活接头进行定位支 撑以及防止干涉活接头与夹持块相脱离的目的,通过橡胶套进一步对活接头进行定位支 撑,同时防止活接头在受到圆筒柱的压力时受到刮擦。 作为本发明的一种优选技术方案,所述夹持块为圆柱形板,圆柱形板中部开设有 六角形通孔,六角形通孔的外接圆直径大于六角形筒柱的内孔外接圆直径,六角形通孔内 表面粗糙;通过圆柱形板对活接头上端进行定位,通过内表面粗糙的圆柱通孔,增大夹持块 与活接头之间的摩擦力,从而进一步对活接头进行支撑定位。 作为本发明的一种优选技术方案,所述攻丝刀具为钻头刀具,攻丝刀具下端以及 外表面均涂有金刚石涂层;通过下端以及外表面的金刚石涂层增加钻头刀具的使用寿命。 作为本发明的一种优选技术方案,所述圆筒块内表面沿周向均匀设置有硬质刷 毛;通过硬质刷毛对攻丝刀具攻丝后残留的的碎屑进行清理,以防止干涉攻丝刀具的攻丝 质量,以及影响攻丝刀具的使用寿命。 作为本发明的一种优选技术方案,所述通道板为圆台筒,圆台筒上沿周向均匀固 定安装有C形长板,C形长板左右两侧对称开设有阶梯形凹槽,阶梯形凹槽内表面光滑;通过 圆台筒对C形长板进行支撑,通过C形长板上的内表面光滑的阶梯形凹槽对活接头的运动轨 迹进行限制,同时减小C形长板与活接头之间的摩擦力。 与现有技术相比,本发明具有以下优点: 1.本发明提供的一种金属管件活接头攻丝加工工艺,通过带式输送机与定位装置 相配合,以达到对多个活接头进行夹持定位的目的,通过可伸缩支架与攻丝装置相配合,对 活接头进行定位固定以及内攻丝,同时将加工完成的活接头脱离定位装置,从而对加工完 成的活接头进行收集。 2.本发明通过设置的定位装置,通过齿轮板一与齿轮板二相配合,控制齿轮板二 的运动周期,从而控制圆柱凸轮的转动,最终达到控制转动板的转动周期的目的,从而以达 到使攻丝刀具对活接头进行攻丝的目的。 3.本发明通过设置的定位装置,通过圆柱孔板对夹持块进行固定,通过通道板限 制活接头的运动轨迹,通过电动推杆与矩形板相配合,控制六角形筒柱的位移,以达到对活 接头进行定位支撑以及防止干涉活接头与夹持块相脱离的目的,通过橡胶套进一步对活接 头进行定位支撑,同时防止活接头在受到圆筒柱的压力时受到刮擦。 4.本发明通过设置的攻丝装置,通过弧形板与可伸缩支架控制攻丝刀具与活接头 之间的垂直距离,通过电动气缸控制圆板架与圆筒块的垂直位移,从而达到对活接头进行 定位以及将活接头与夹持块相脱离的目的,通过圆筒块对活接头进行固定以及对活接头进 行挤压,使活接头与夹持块之间紧密接触,且将攻丝完成的活接头与夹持块之间相脱离,从 而对活接头进行收集。 5.本发明通过设置的攻丝装置,通过硬质刷毛对攻丝刀具攻丝后残留的的碎屑进 行清理,以防止干涉攻丝刀具的攻丝质量,以及影响攻丝刀具的使用寿命。 附图说明 下面结合附图和实施例对本发明进一步说明。 图1是本发明的工艺流程图; 6 CN 111545844 A 说 明 书 4/6 页 图2是本发明的主视的平面结构示意图; 图3是本发明的左视的平面结构示意图; 图4是本发明的俯视的平面结构示意图; 图5是本发明的圆筒块与橡胶圈的平面结构示意图; 图6是本发明的控制架的平面结构示意图; 图7是本发明的活接头的立体结构示意图。











