
技术摘要:
本发明提出了一种熔模铸造制壳夹具,包括:夹具支架,夹具支架上设置有连接法兰;伺服电机,固定设置在夹具支架上,伺服电机的输出轴上设置有主链轮;N个抓手机构,其中N为大于等于2的正整数,抓手机构等间距固定设置在夹具支架上,其中,抓手机构包括气缸、从链轮及抓 全部
背景技术:
目前,在熔模铸造过程中,先对加工好的熔模进行组树,也就是将多个熔模组焊在 浇口棒上形成树状的熔模树组,浇口棒中间设有金属支撑杆,操作人员手握金属支撑杆能 够提起熔模树组。当前制壳模组挂取是采用人工操作,没有连续自动化制壳挂取设备,制壳 过程是重复的沾浆和撒砂过程,沾浆是指在熔模表面涂上带有粘结剂的涂料,在操作时是 操作人员手握金属支撑杆将熔模树组放入到涂料容器内上下拉动和转动,以使涂料能够完 全覆盖熔模外表面;熔模沾浆后再进行撒砂,操作时人工手持熔模树组伸入到淋砂机内,进 行转动、倾斜等动作,使撒砂均匀,撒砂结束后进行烘干。重复上述操作多次,即可在熔模表 面涂敷多层耐火材料,形成具有一定强度的型壳。 在制壳过程中,上述人工操作极其繁琐复杂,型壳质量受人为因素影响大,对工人 的技能要求极高,劳动强度极大,生产效率低。因此,自动化制壳应运而生。 现阶段,行业内常用机械手制壳设备通常采用装夹治具进行挂载熔模组,并对熔 模组进行夹紧,并采用电机作为驱动主齿轮转动提供旋转动力,主齿轮通过与装夹治具上 的从动齿啮合转动,来实现模组的转动。现有技术中的制壳设备通常只能同步挂载两个模 组进行制壳生产。当需要多个挂载多个模组时,再需要在现有的装夹治具旁增添所需装夹 治具,而这些装夹治具相互之间需要通过从动齿盘进行啮合,由此以来,无法保证整个制壳 设备上的装夹治具间的间距相等,即无法保证多个模组间距一致,如果要保持装夹治具间 的间距一致,则需要在相邻两个装夹治具之间安装传动齿轮,由此以来,由于存在齿轮之间 传动能力损耗,传动比不一致,从而导致各个装夹治具的转速不一致,进而无法保证制壳操 作工艺的一致性。
技术实现要素:
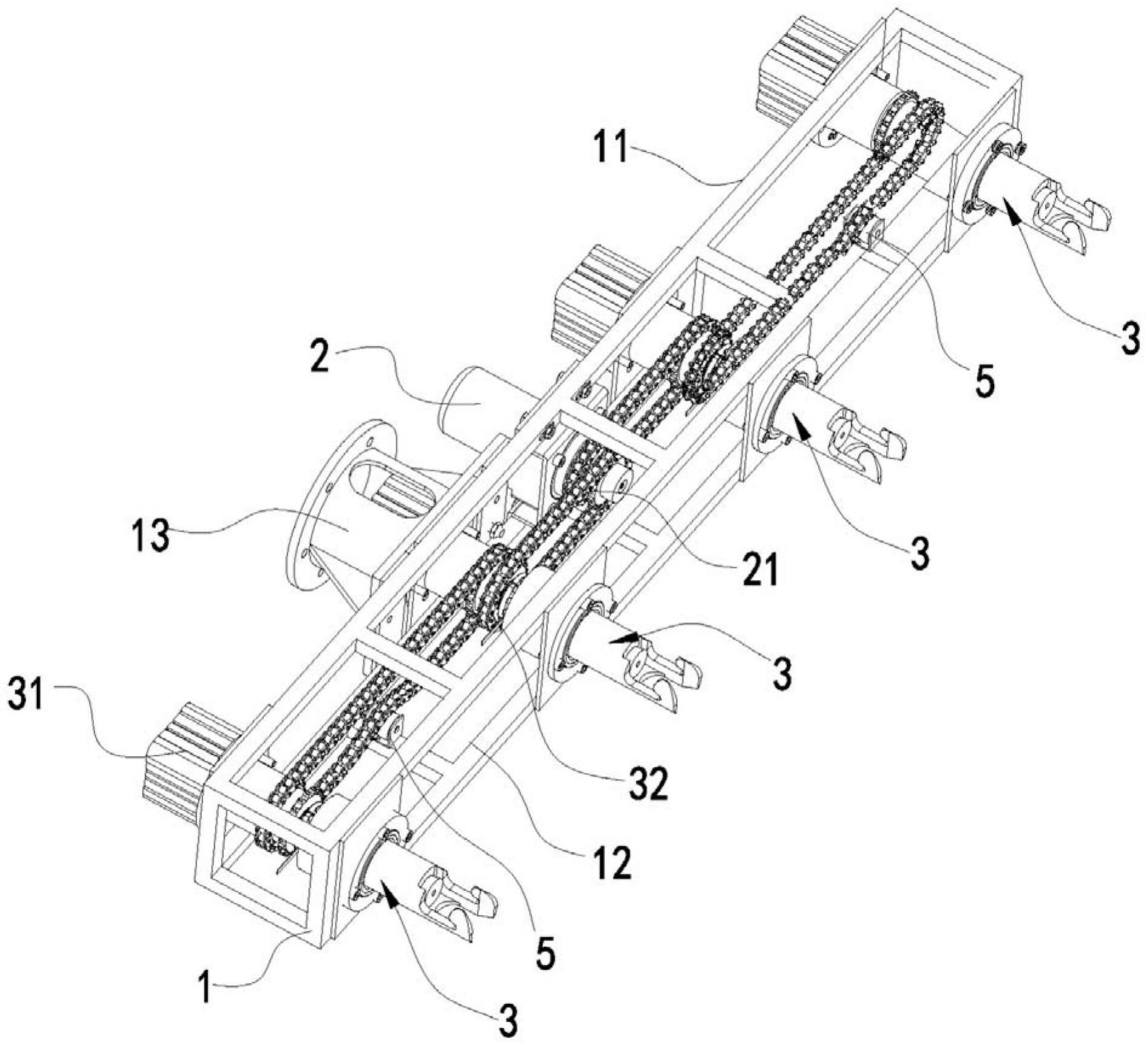
有鉴于此,本发明提出了一种熔模铸造制壳夹具,主要解决现有技术中制壳设备 中各个装夹治具的转速不一致,无法保证制壳操作工艺一致性的问题。 本发明的技术方案是这样实现的:本发明提供了一种熔模铸造制壳夹具,包括: 夹具支架,所述夹具支架具有第一侧及与所述第一侧相对的第二侧,所述第一侧 上设置有用于与外部机械手连接的连接法兰; 伺服电机,固定设置在所述夹具支架的第一侧,所述伺服电机的输出轴上设置有 主链轮; N个抓手机构,其中N为大于等于2的正整数,所述抓手机构等间距固定设置在夹具 支架上,其中,所述抓手机构包括气缸、从链轮及抓手杆体,所述气缸固定设置在夹具支架 的第一侧,所述抓手杆体的一端与从链轮固定连接,另一端延伸出夹具支架的第二侧且与 夹具支架转动连接,所述主链轮与从链轮之间通过链条传动连接,所述抓手杆体的另一端 4 CN 111604480 A 说 明 书 2/5 页 设置有用于对模组进行抓取的抓钩,所述抓手杆体内设置有用于对抓钩上的模组进行夹紧 的夹紧轴,所述夹紧轴与所述气缸的活塞杆固定连接。 在上述技术方案的基础上,优选的,所述夹具支架呈方形设置,各抓手机构水平等 间距设置在夹具支架上,所述主链轮上设置有相互平行的第一主链轮和第二主链轮,所述 从链轮上设置有相互平行的第一从链轮和第二从链轮,靠近伺服电机一侧的抓手机构上的 第一从链轮与第一主链轮通过链条相连接,靠近伺服电机另一侧的抓手机构上的第二从链 轮与第二主链轮通过链条相连接。 进一步,优选的,相邻两个抓手机构上第一从链轮之间通过链条相连接,或相邻两 个抓手机构上的第二从链轮之间通过链条相连接。 在上述技术方案的基础上,优选的,所述夹具支架呈环形设置,各抓手机构沿夹具 支架的中心轴对称分布,所述主链轮及从链轮设置于同一平面内且通过链条传动连接。 在上述技术方案的基础上,优选的,相邻两个抓手机构之间设置有用于给链条提 供张紧力的张紧装置,所述张紧装置包括转动座及张紧轮,所述转动座固定设置在夹具支 架上,张紧轮转动设置在转动座上,且张紧轮上设置有与链条相啮合的齿牙。 在上述技术方案的基础上,优选的,所述夹具支架的第二侧上固定设置有转动装 置,所述抓手杆体与转动装置转动连接,所述转动装置包括与夹具支架的第二侧固定连接 的轴承座,所述抓手杆体至少一部分设置在轴承座内,所述轴承座两个内端面上均设置有 与抓手杆体进行转动连接的轴承,所述轴承座靠近从链轮一侧的端面上设置有轴承挡圈, 所述抓手杆体穿过轴承挡圈并连接有锁紧螺母,所述抓手杆体上设置有与锁紧螺母相连接 的外螺纹,锁紧螺母与轴承挡圈之间的抓手杆体上还套设有锁紧垫片。 在上述技术方案的基础上,优选的,所述抓手杆体靠近气缸一端所在的轴线上设 置有第一通孔,所述气缸的活塞杆插接于第一通孔内,抓手杆体靠近抓钩一端所在的轴线 上设置有与第一通孔相连通的第二通孔,所述夹紧轴插接于第二通孔内且与所述气缸的活 塞杆端部固定连接。 本发明的相对于现有技术具有以下有益效果: (1)本发明公开了一种熔模铸造制壳夹具,配合机械手进行使用,通过设置多个抓 手机构,多个抓手机构在治具支架上等间距排布,在进行制壳作业时,通过抓手杆体上的抓 钩可以对待制壳的模组进行抓取,可以同时实现多个模组同时被抓取,保证了模组间距一 致,并通过气缸的活塞杆伸长推动夹紧轴使模组在抓钩上进行夹紧,通过伺服电机的转动, 驱动主链轮转动,并由链条传动来驱动从链轮的转动,链轮链条传动比准确,工作可靠,传 递功率大,过载能力强,能够实现各模组在相应抓手机构转动方向及速率一致,在配合机械 手使用下,能对模组实现自动沾浆、撒砂操作,彻底解放劳动力,降低生产成本,保证操作工 艺的一致性,提高了熔模制壳的质量,同时多个模组并行作业,极大地提高了生产效率。 (2)相邻两个抓手机构之间的距离均相等,从而保证多个模组间距一致,工业机器 人的机械手可在制壳线上可以直接摘挂多个模组,免除人力往复搬运,大幅降低劳动强度。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 5 CN 111604480 A 说 明 书 3/5 页 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明所公开的熔模铸造制壳夹具的第一实施例的立体结构图; 图2为本发明的所公开的伺服电机及主链轮的装配结构示意图; 图3为本发明所公开的抓手机构的立体结构示意图; 图4为本发明所公开的熔模铸造制壳夹具的第二实施例的立体结构图; 图5为本发明所公开的熔模铸造制壳夹具的第二实施例的平面结构图; 图6为本发明所公开的张紧机构的结构示意图; 图7为本发明所公开的抓手机构的平面剖视图; 图8为本发明所公开的抓手杆体的平面结构示意图。











