
技术摘要:
本发明提出一种汽车线束端子压接刀片,该汽车线束端子压接刀片包括上刀组件和下刀组件,上刀组件包括第一基块、第一刀片、第一刀口、第二刀片、第二刀口和第一固定孔,下刀组件包括第二基块、第三刀片、第四刀片、第一承托槽、第二承托槽和第一固定孔;上刀组件中的第 全部
背景技术:
汽车插件内端子是电气设计的一种基础部件,插件与插件连接后,最终是通过插 件内的公、母端子卡接,实现电流的传递。汽车线束连接通过插件内公端子与母端子的啮合 实现连接,线束端子的卡接牢靠,才能保证电流正常传递,最终实现电器件正常工作。汽车 线束端子卡接安全可靠是汽车电气设计的重要内容。 现有技术中,汽车线束端子一般成卷设置,每卷汽车线束端子包括料带以及等距 设置在料带上的多个端子单体,不同规格的汽车线束端子在铆压过程中,会配备不同的压 接刀片,特别是对于线芯部分和线体部分的压接,对应的刀片的尺寸各不相同,因此两组刀 片常采用分体设置,由此会产生4片刀片,相邻刀片之间的间距还需要通过安装不同尺寸的 垫片来调节,上方刀片之间的高度差也需要在刀片的顶部安装垫片调节。可调的变量较多, 对机器的控制精度要求较高,设备的调试时间较长,且压接质量不稳定,压接后端子残次品 较多。
技术实现要素:
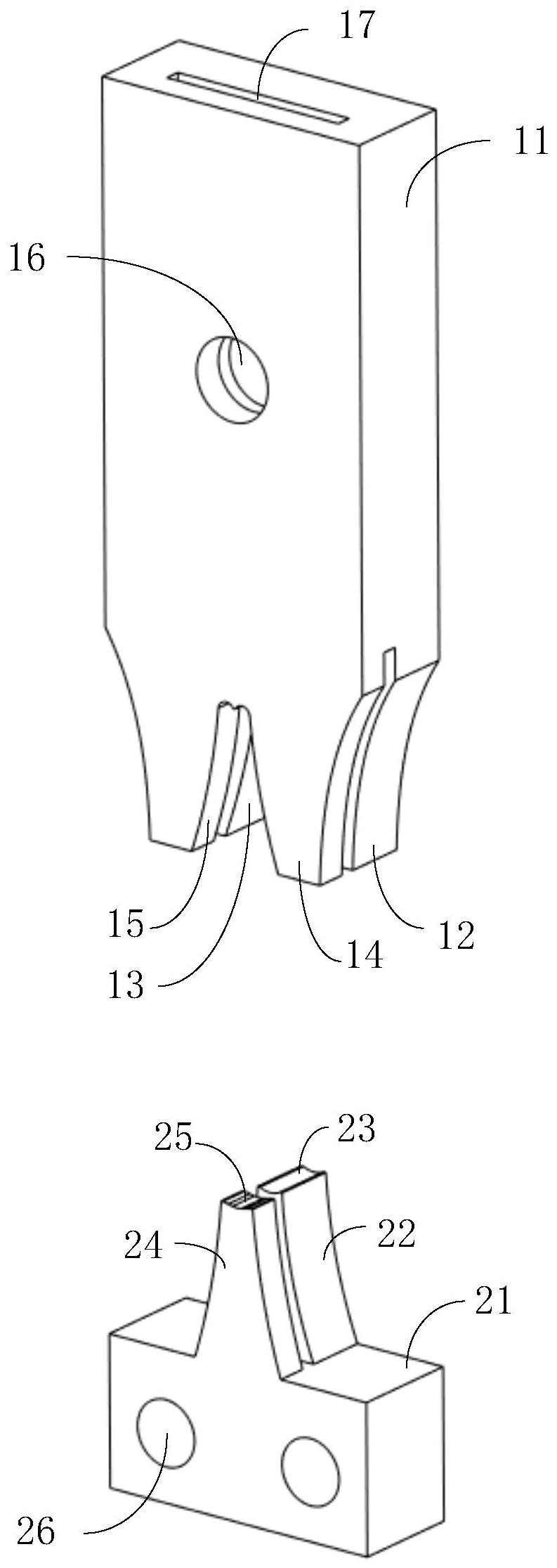
本发明旨在提供一种汽车线束端子压接刀片及压接模具,用于解决现有技术中, 刀片分体设置,调试时间较长,且压接质量不稳定的问题。 本发明的技术方案是: 一种汽车线束端子压接刀片,包括上刀组件和下刀组件,所述上刀组件包括: 第一基块; 第一刀片,自所述第一基块向下延伸设置, 第一刀口,自所述第一刀片的下端向内凹陷设置,所述第一刀口的侧壁呈弧形设 置,第一刀口的根部的中间区域向下凸出设置有第一凸起,所述第一凸起的尖端与弧形敞 口的侧壁圆滑过渡设置,所述第一凸起的高度为0.5mm;所述第一刀口根部的开口宽度为 1.8mm; 第二刀片,自所述第一基块向下延伸设置,且与所述第二刀片平行; 第二刀口,自所述第二刀片的下端向内凹陷设置,所述第二刀口的侧壁呈弧形设 置,第一刀口的根部的中间区域向下凸出设置有第二凸起,所述第二凸起的尖端与弧形敞 口的侧壁圆滑过渡设置,所述第二凸起的高度为0.8mm;所述第二刀口根部的开口宽度为 2.6mm; 第一固定孔,贯穿所述第一基块设置并与所述第一刀片和第二刀片垂直; 所述下刀组件包括: 第二基块; 第三刀片,自所述第二基块的上端向上凸出设置,所述第三刀片自下至上渐窄设 4 CN 111555095 A 说 明 书 2/5 页 置,且与所述第一刀口适配, 第一承托槽,设置在所述第二凸起的顶端,用于承托端子,所述第二凸起的顶部的 宽度为1.6mm; 第四刀片,自所述第二基块的上端向上凸出设置,所述第四刀片自下至上渐窄设 置,且与所述第二刀口适配, 第二承托槽,设置在所述第四刀片的顶端,用于承托端子,所述第二凸起的顶部的 宽度为2.4mm; 第二固定孔,贯穿所述第二基块设置。 优选地,所述第三刀片和第四刀片的高度相同。 优选地,所述第一凸起的顶部低于第二凸起的顶部,二者的高度差为1.1mm。 优选地,所述第一刀片的厚度为4mm,所述第二刀片的厚度为2mm,所述第一刀片和 第二刀片的间距为1mm;所述第三刀片的厚度为4mm,所述第四刀片的厚度为2mm,所述第三 刀片和第四刀片的间距为1mm。 优选地,所述上刀组件还包括自所述第一基块的顶端向下延伸,且贯通至第一刀 片和第二刀片之间的间隙处的安装孔。 优选地,所述汽车线束端子压接刀片还包括可在所述安装孔中滑动的滑动片以及 设置在所述滑动片下端的退料片,所述滑动片上设置有与所述第一固定孔对应的条形孔。 优选地,所述汽车线束端子压接刀片还包括设置在所述第二刀片远离所述第一刀 片的一面上的线缆定位片,所述线缆定位片上设置有与所述第一刀口对应的定位槽。 本发明还提出一种汽车线束端子压接模具,包括上述的汽车线束端子压接刀片, 所述汽车线束端子压接模具还包括: 底板; 滑槽,设置在底板上; 滑块,安装在所述滑槽中,且用于安装所述上刀组件; 导料机构,设置在所述底板上,用于容纳且夹持汽车线束端子 推料机构,设置在所述导料机构上方用于输送汽车线束端子; 定位块,设置在所述底板上并位于所述滑槽的正下方,用于安装所述下刀组件; 切料机构,设置在所述下刀组件的一侧,用于使汽车线束端子与料带分离。 优选地,所述导料机构包括: 承料板,设置在底板上; 压带块,设置在承料板一侧的; 压带板,设置在压料块上,用于压住料带;以及 限位板,设置在承料板; 端子单体在限位板和承料板之间的间隙中传送,压料板的边缘压住料带 优选地,所述退料机构包括: 推料气缸,设置在滑槽一侧的推料气缸; 安装架,设置在推料气缸的推杆的自由端的; 推爪,设置在安装架上,在压料板与限位板之间滑动。 本发明将汽车线束端子压接刀片的上刀组件中的第一刀片和第二刀片一体设置, 5 CN 111555095 A 说 明 书 3/5 页 将下刀组件中的第三刀片和第四刀片一体设置,解决了现有技术中,刀片分体设置,调试时 间较长,且压接质量不稳定的问题。 附图说明 图1为汽车线束端子压接刀片一实施例的结构示意图; 图2为图1实施例中上到组件的结构示意图; 图3为汽车线束端子压接刀片另一实施例的结构示意图; 图4为汽车线束端子压接模具一实施例的结构示意图。 图5为汽车线束端子压接高度过高的截面图; 图6为汽车线束端子压接高度过低的截面图; 图7为汽车线束端子压接高度适中的截面图。











