
技术摘要:
本发明公开了一种凸轮的加工方法,包含以下步骤:一、混料;二、压铸模具压制,所述压铸模具,包含上压套、成型座、第一下压套、第二下压套和下压杆;所述成型座的中部竖直地设置有成型通孔;所述第二下压套插入第一下压套的第一中心通孔中,再从成型通孔的下部插入;所 全部
背景技术:
如附图1-3所示,为喷毛机的针筒中的凸轮,其包含本体11;所述本体11呈圆柱形; 所述本体11的上端面12为水平状,下端面13为倾斜状;所述下端面13上设置有凸环14;所述 本体11上设置有凸轮通孔15;所述本体11的旋转中心、凸轮通孔15的旋转中心和凸环14的 旋转中心共线;目前这种凸轮通常采用加工中心机加工而成,生产效率低,且生产成本高。 为此我们研发了一种采用粉末冶金压铸成型,且生产成本低、生产效率高,同时能 使凸轮的本体的密度分布更均匀,以确保凸轮的性能更稳定的凸轮的加工方法。
技术实现要素:
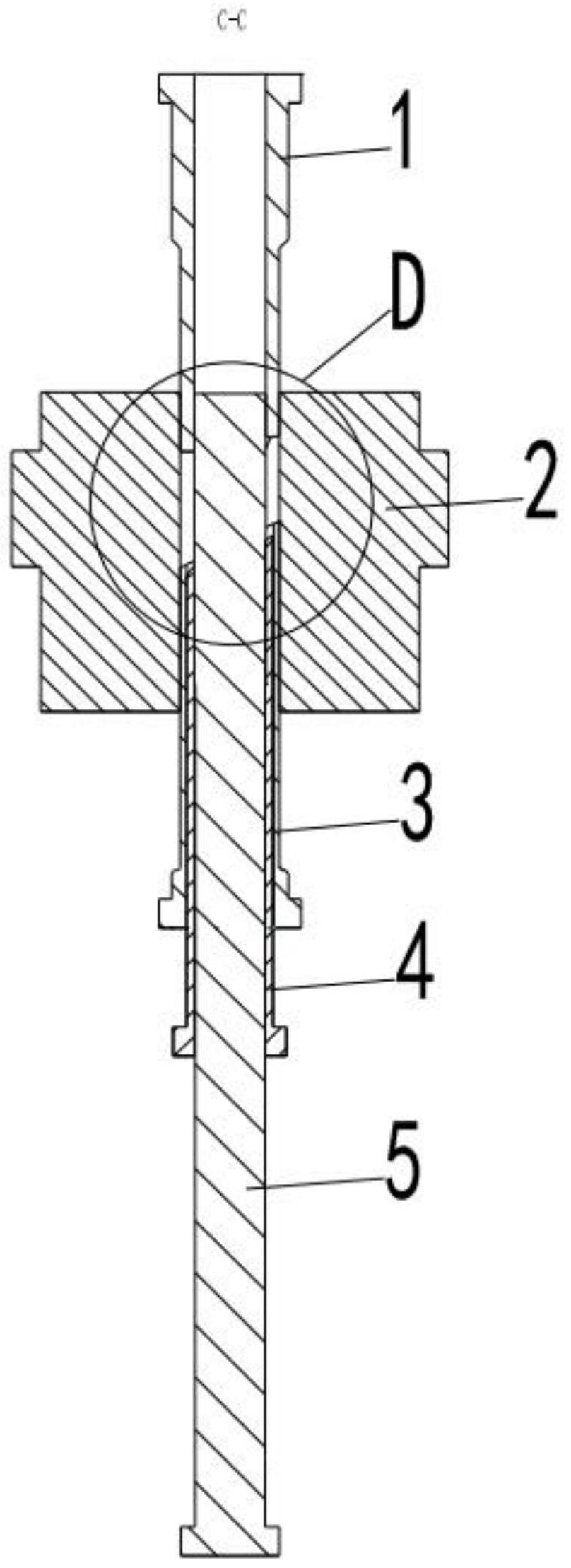
本发明针对上述问题,提出一种采用粉末冶金压铸成型,且生产成本低、生产效率 高,同时能使凸轮的本体的密度分布更均匀,以确保凸轮的性能更稳定的凸轮的加工方法。 本发明提供了一种凸轮的加工方法,包含以下步骤: 一、混料; 二、压铸模具压制,所述压铸模具,包含上压套、成型座、第一下压套、第二下压套和下 压杆;所述成型座的中部竖直地设置有成型通孔;所述第二下压套插入第一下压套的第一 中心通孔中,再从成型通孔的下部插入;所述上压套从成型通孔的上部插入;所述上压套上 设置有第二中心通孔;所述第二下压套上设置有第三中心通孔;所述下压杆从第三中心通 孔插入,并伸入到第二中心通孔中;所述成型通孔、第一中心通孔、第二中心通孔、第三中心 通孔和下压杆的旋转中心线共线;所述第一下压套和第二下压套配合形成凸轮的下端面和 对应的凸环;所述下压杆用于成型凸轮通孔;所述上压套的下端面为水平状;所述上压套的 下端面的外圆周面上设置有凹陷部;所述凹陷部与凸轮的下部的最低端相对设置;所述上 压套与下压杆配合形成凸轮的上端面,同时在凹陷部形成凸台;使凸轮的最长长度和凸轮 的最短长度加上凸台高度大致相等; 三、烧结; 四、精加工;将凸台去除,形成凸轮的上端面; 五、热处理; 六、抛光; 七、清洗; 八、煮油; 九、包装。 优选的,按以下组分及其百分比混合均匀:1.5-2%铜、1.7-2%镍、0.5-1%石墨、其余 为铁。 3 CN 111590068 A 说 明 书 2/3 页 优选的,所述下压杆的直径与第一中心通孔和第三中心通孔的内径相同。 优选的,所述凸台呈环形,且为凸轮的本体的自然延伸。 优选的,所述凸台的弧长不少于凸轮的上端面的弧长的三分之一,不大于凸轮的 上端面的弧长的二分之一。 由于上述技术方案的运用,本发明与现有技术相比具有下列优点: 本发明所述的凸轮的加工方法采用粉末冶金压铸成型,生产成本低、生产效率高;同时 能使凸轮的本体的密度分布更均匀,以确保凸轮的性能更稳定。 附图说明 下面结合附图对本发明技术方案作进一步说明: 附图1为本发明所述的凸轮的立体放大图; 附图2为本发明所述的凸轮的主视图的放大图; 附图3为本发明所述的凸轮的A-A剖视放大图; 附图4为本发明所述的凸轮压铸成型时的立体放大图; 附图5为本发明所述的凸轮压铸成型时的主视图的放大图; 附图6为本发明所述的凸轮压铸成型时的B-B剖视放大图; 附图7为本发明所述的凸轮的压铸模具的主视图的放大图; 附图8为本发明所述的凸轮的压铸模具的C-C剖视放大图; 附图9为本发明所述的凸轮的压铸模具的立体分解放大图; 附图10为附图8中的D部放大图; 附图11为附图9的E部放大图; 其中:1、上压套;2、成型座;3、第一下压套;4、第二下压套;5、下压杆; 6、凹陷部;11、本 体;12、上端面;13、下端面;14、凸环;15、凸轮通孔; 16、凸台。











