
技术摘要:
本发明提供轴状工件的表面处理装置,其是以往没有的实用的轴状工件的表面处理装置。表面处理装置使轴状工件(50)一边以轴状工件(50)的轴心(P)为旋转轴线进行旋转一边沿轴长方向直线输送,并从设在上方的浆料喷射部(1)对该直线输送的轴状工件(50)喷射作为液体(40)和磨粒( 全部
背景技术:
作为在例如用于工作机械或输送机械的滚珠丝杠中采用的丝杠轴(轴状工件)的 表面处理装置,本申请人提出了日本特许第5965203号所公开的表面处理装置(以下,称作 以往例)。 该以往例具有丝杠轴输送部,该丝杠轴输送部使通过热处理而在表面生成有氧化 皮的丝杠轴一边进行轴转动,一边沿丝杠轴长度方向进行直线输送,另外,该以往例具有浆 料喷射部,该浆料喷射部朝向通过该丝杠轴输送部输送的丝杠轴喷射作为液体和磨粒的混 合物的浆料,对该丝杠轴的表面进行喷砂处理,构成浆料的磨粒通过液体输送而与丝杠轴 的表面碰撞,通过该磨粒的碰撞来去除在该丝杠轴的表面生成的氧化皮。 因而,与目前为止进行的通过抛光轮或金属刷研磨来去除氧化皮的处理相比,能 够迅速且良好地去除在丝杠轴的表面生成的氧化皮。 专利文献1:日本特许第5965203号公报 可是,根据前述的以往例,在去除生成于丝杠轴的表面的氧化皮之后,通过其他装 置(抛光研磨装置)对该丝杠轴进行形成为具有光泽的表面的精加工处理,但是期望效率更 高。
技术实现要素:
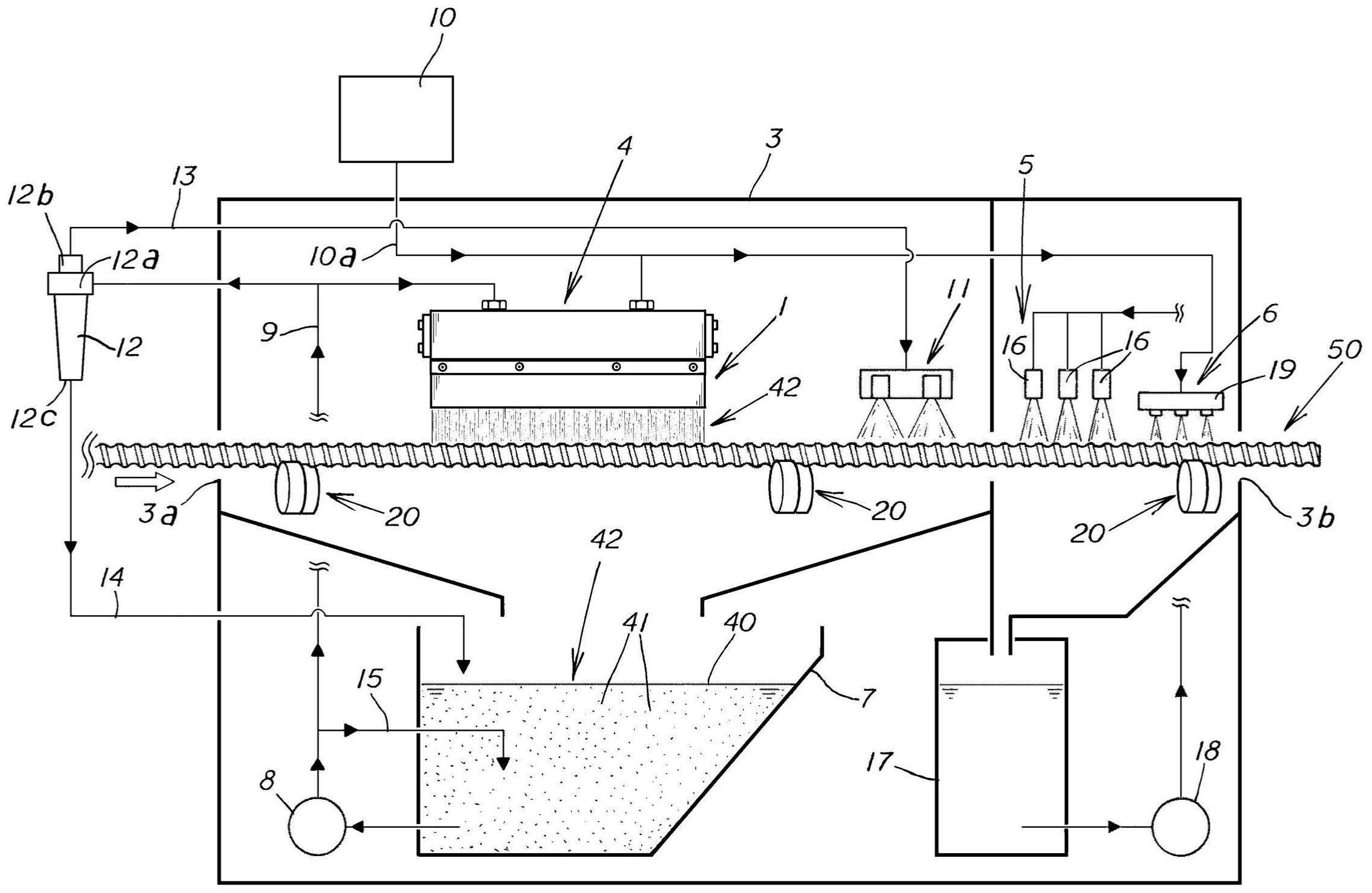
本申请人对前述的轴状工件的表面处理进一步进行了研究开发,其结果是,开发 出了以往没有的实用的轴状工件的表面处理装置。 参照附图对本发明的主旨进行说明。 本发明的第1方式涉及一种轴状工件的表面处理装置,其使轴状工件50一边以所 述轴状工件50的轴心P为旋转轴线进行旋转一边沿轴长方向直线输送,并从设在上方的浆 料喷射部1对该直线输送的轴状工件50喷射作为液体40和磨粒41的混合物的浆料42,来对 该轴状工件50的表面进行喷砂处理,其特征在于,所述浆料喷射部1是直线状的缝隙开口部 2,所述浆料喷射部1被配设成:该缝隙开口部2的宽度方向喷射中心M处于所述轴状工件50 的外周面,且处于从与所述轴心P对应的位置A偏移了规定量的位置B。 本发明的第2方式涉及轴状工件的表面处理装置,其特征在于,在所述第1方式中, 所述浆料喷射部1被配设成所述缝隙开口部2的长度方向为工件输送方向。 本发明的第3方式涉及轴状工件的表面处理装置,其特征在于,在所述第1方式中, 通过所述位置A和所述轴心P的直线L1与通过所述位置B和所述轴心P的直线L2所成的角度 为30~60度。 本发明的第4方式涉及轴状工件的表面处理装置,其特征在于,在所述第2方式中, 通过所述位置A和所述轴心P的直线L1与通过所述位置B和所述轴心P的直线L2所成的角度 3 CN 111590469 A 说 明 书 2/8 页 为30~60度。 本发明的第5方式涉及轴状工件的表面处理装置,其特征在于,在所述第1方式至 第4方式的任意一项中,所述轴状工件50是通过滚轧加工而形成的丝杠轴。 本发明的第6方式涉及一种轴状工件的表面处理装置,其使轴状工件50一边以所 述轴状工件50的轴心P为旋转轴线进行旋转一边沿轴长方向直线输送,并从设在上方的浆 料喷射部对该直线输送的轴状工件50喷射作为液体40和磨粒41的混合物的浆料42,来对该 轴状工件50的表面进行喷砂处理,其特征在于,所述浆料喷射部31具有圆形状的开口部32, 所述浆料喷射部31被配设成:该圆形状的开口部32的喷射中心N处于所述轴状工件50的外 周面,且处于从与所述轴心P对应的位置C偏移了规定量的位置D。 本发明的第7方式涉及轴状工件的表面处理装置,其特征在于,在所述第6方式中, 通过所述位置C和所述轴心P的直线L3与通过所述位置D和所述轴心P的直线L4所成的角度 为30~60度。 本发明的第8方式涉及轴状工件的表面处理装置,其特征在于,在所述第6或第7方 式中,所述轴状工件50是通过滚轧加工而形成的丝杠轴。 由于本发明如上述那样构成,因此成为了能够迅速且良好地对轴状工件进行表面 处理等、以往没有的划时代的轴状工件的表面处理装置。 附图说明 图1是示出实施例1的使用状态说明图。 图2是实施例1的主要部分的说明图。 图3是实施例1的主要部分的说明图。 图4是实施例1的主要部分的说明图。 图5是实施例1的主要部分的动作说明图。 图6是示出确认实施例1的有效性的试验结果的图。 图7是示出未处理的工件和在实施例1中处理过的工件的图。 图8是实施例2的主要部分的说明图。 图9是实施例2的主要部分的说明图。 图10是实施例2的主要部分的动作说明图。











