
技术摘要:
本发明提出一种注塑机模具热流道的温控系统和温控方法,其中,系统包括:第一温度控制器,第一温度控制器用于根据第一预设温度对热流道温度进行控制,以使热流道温度保持在第一预设温度;第二温度控制器,第二温度控制器用于根据第二预设温度对热流道温度进行控制,以 全部
背景技术:
相关注塑机的温控箱在遇到注塑机异常停机时,仍提供正常生产所需的温度,此 时,由于材料在热流道内受热并不流动,达到一定时间之后(不同材料对应的时间不同),材 料开始分解变黄甚至碳化,造成再次生产时大量的碳化物附着在产品表面,进而导致产品 批量报废。 相关技术中,大多通过人工关闭电源避免材料碳化,但是,相关技术存在的问题在 于,由于电源完全关闭,热流道温度降至常温,再次生产时需要重新加热25分钟才能开始生 产。
技术实现要素:
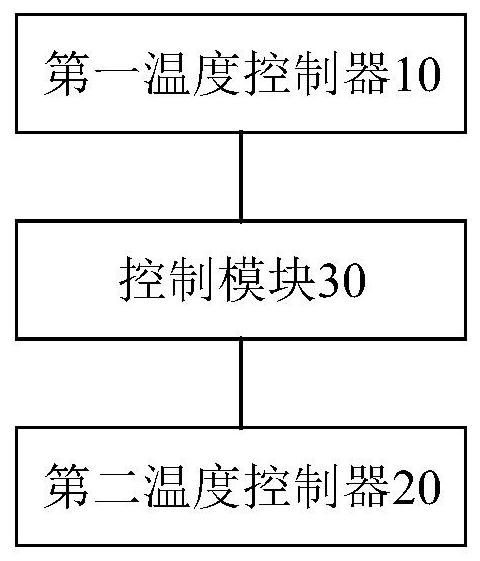
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。 为此,本发明的第一个目的在于提出一种注塑机模具热流道的温控系统,以实现 能够避免注塑机因故停机时材料在模具热流道内受热分解、烧黄碳化。 本发明的第二个目的在于提出一种注塑机模具热流道的温控方法。 为达上述目的,本发明第一方面实施例提出了一种注塑机模具热流道的温控系 统,包括:第一温度控制器,所述第一温度控制器用于根据第一预设温度对热流道温度进行 控制,以使所述热流道温度保持在所述第一预设温度;第二温度控制器,所述第二温度控制 器用于根据第二预设温度对热流道温度进行控制,以使所述热流道温度保持在所述第二预 设温度,其中,所述第二预设温度小于所述第一预设温度;控制模块,所述控制模块分别与 所述第一温度控制器和所述第二温度控制器相连,所述控制模块用于根据注塑机的状态控 制所述第一温度控制器或所述第二温度控制器进行工作。 根据本发明实施例提出的注塑机模具热流道的温控系统,第一温度控制器根据第 一预设温度对热流道温度进行控制,以使热流道温度保持在第一预设温度,第二温度控制 器根据第二预设温度对热流道温度进行控制,以使热流道温度保持在第二预设温度,控制 模块分别与第一温度控制器和第二温度控制器相连,并根据注塑机的状态控制第一温度控 制器或第二温度控制器进行工作。由此,本发明实施例的注塑机模具热流道的温控系统能 够对注塑机的状态进行监控,并根据注塑机的状态自动调整热流道温度,从而能够避免注 塑机因故停机时材料在模具热流道内受热分解、烧黄碳化,同时不需要人工操作,而且,还 能够在再次生产时快速恢复生产,提升生产效率。 根据本发明的一个实施例,所述控制模块用于,在所述注塑机处于正常生产状态 时,控制所述第一温度控制器进行工作且控制所述第二温度控制器停止工作,以及在所述 注塑机处于异常停机状态时,控制所述第二温度控制器进行工作且控制所述第一温度控制 5 CN 111571951 A 说 明 书 2/10 页 器停止工作。 根据本发明的一个实施例,所述控制模块通过注塑机运行信号判断注塑机的状 态,其中,当未接收到所述注塑机运行信号且持续第一预设时间时,判断所述注塑机处于异 常停机状态。 根据本发明的一个实施例,所述控制模块包括:第一继电器,所述第一继电器的第 一触点的一端与第一电源线相连,所述第一继电器的第一触点的另一端与所述第一温度控 制器的第一电源端子相连,所述第一温度控制器的第二电源端子与第二电源线相连,所述 第一继电器的第二触点的一端与所述第一电源线相连,所述第一继电器的第二触点的另一 端与所述第二温度控制器的第一电源端子相连,所述第二温度控制器的第二电源端子与所 述第二电源线相连;控制组件,所述控制组件与所述第一继电器的线圈相连,所述控制组件 在所述注塑机处于正常生产状态时通过所述第一继电器的线圈控制所述第一触点闭合且 所述第二触点断开,所述控制组件还在所述注塑机处于异常停机状态时,通过所述第一继 电器的线圈控制所述第二触点闭合且所述第一触点断开。 根据本发明的一个实施例,所述控制组件包括:电源电路,所述电源电路的第一输 入端与所述第一电源线相连,所述电源电路的第二输入端与所述第二电源线相连;第二继 电器,所述第二继电器的线圈与信号接收端相连,其中,所述信号接收端用于接收所述注塑 机的运行信号;延时继电器,所述延时继电器的线圈的一端与所述电源电路的第一输出端 相连,所述延时继电器的线圈的另一端与所述第二继电器的触点的一端相连,所述第二继 电器的触点的另一端与所述电源电路的第二输出端相连,所述延时继电器的线圈的一端还 与所述第一继电器的线圈的一端相连,所述延时继电器的触点的一端与所述第一继电器的 线圈的另一端相连,所述延时继电器的触点的另一端与所述电源电路的第二输出端相连。 根据本发明的一个实施例,其中,所述第二继电器的触点在所述第二继电器的线 圈接收到所述注塑机的运行信号时断开以使所述延时继电器的线圈断电,所述第二继电器 的触点在所述第二继电器的线圈未接收到所述注塑机的运行信号时闭合以使所述延时继 电器的线圈通电;所述延时继电器的触点在所述延时继电器的线圈的通电时间达到所述第 一预设时间时闭合,所述延时继电器的触点在所述延时继电器的线圈断电或所述延时继电 器的线圈的通电时间未达到所述第一预设时间时断开。 根据本发明的一个实施例,在所述注塑机处于正常生产状态时,所述信号接收端 每隔第二预设时间接收到所述注塑机的运行信号,其中,所述第二预设时间小于所述第一 预设时间。 根据本发明的一个实施例,所述控制组件还包括:第一开关,所述第一开关连接在 所述第二继电器的触点的另一端与所述电源电路的第二输出端之间,所述第一开关根据用 户的退出指令断开以便控制所述第二温度控制器停止工作。 根据本发明的一个实施例,所述第一温度控制器为多个,多个所述第一温度控制 器的第一电源端子均与第一继电器的第一触点的另一端相连,多个所述第一温度控制器的 检测端分别与多个温度检测器对应相连,每个所述第一温度控制器根据相应的温度检测器 检测到的温度和所述第一预设温度对热流道温度进行控制。 根据本发明的一个实施例,所述第二温度控制器为一个,所述第二温度控制器与 所述多个第一温度控制器中的任一个连接同一温度检测器。 6 CN 111571951 A 说 明 书 3/10 页 根据本发明的一个实施例,所述第二温度控制器为多个,多个所述第二温度控制 器的第一电源端子均与第一继电器的第二触点的另一端相连,每个所述第二温度控制器与 相应的第一温度控制器连接同一温度检测器,每个所述第二温度控制器根据相应的温度检 测器检测到的温度和所述第二预设温度对热流道温度进行控制。 为达上述目的,本发明第二方面实施例提出了一种注塑机模具热流道的温控方 法,包括:获取注塑机的状态;根据所述注塑机的状态控制第一温度控制器或第二温度控制 器进行工作,其中,所述第一温度控制器根据第一预设温度对热流道温度进行控制,以使所 述热流道温度保持在所述第一预设温度,所述第二温度控制器根据第二预设温度对热流道 温度进行控制,以使所述热流道温度保持在所述第二预设温度,其中,所述第二预设温度小 于所述第一预设温度。 根据本发明实施例提出的注塑机模具热流道的温控方法,首先获取注塑机的状 态,然后根据注塑机的状态控制第一温度控制器或第二温度控制器进行工作,其中,第一温 度控制器根据第一预设温度对热流道温度进行控制,以使热流道温度保持在第一预设温 度,第二温度控制器根据第二预设温度对热流道温度进行控制,以使热流道温度保持在第 二预设温度,其中,第二预设温度小于第一预设温度。由此,本发明实施例的注塑机模具热 流道的温控方法能够对注塑机的状态进行监控,并根据注塑机的状态自动调整热流道温 度,从而能够避免注塑机因故停机时材料在模具热流道内受热分解、烧黄碳化,同时不需要 人工操作,而且,还能够在再次生产时快速恢复生产,提升生产效率。 根据本发明的一个实施例,所述根据所述注塑机的状态控制第一温度控制器或第 二温度控制器进行工作包括:在所述注塑机处于正常生产状态时,控制所述第一温度控制 器进行工作且控制所述第二温度控制器停止工作;在所述注塑机处于异常停机状态时,控 制所述第二温度控制器进行工作且控制所述第一温度控制器停止工作。 根据本发明的一个实施例,通过注塑机运行信号判断注塑机的状态,其中,当未接 收到所述注塑机运行信号且持续第一预设时间时,判断所述注塑机处于异常停机状态。 本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变 得明显,或通过本发明的实践了解到。 附图说明 本发明上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得 明显和容易理解,其中: 图1为根据本发明实施例的注塑机模具热流道的温控系统的方框示意图; 图2为根据本发明一个实施例的注塑机模具热流道的温控系统的电路连接示意 图; 图3为根据本发明另一个实施例的注塑机模具热流道的温控系统的电路连接示意 图; 图4为根据本发明实施例的注塑机模具热流道的温控方法的流程示意图; 图5为根据本发明一个实施例的注塑机模具热流道的温控方法的流程示意图。 7 CN 111571951 A 说 明 书 4/10 页











