
技术摘要:
本发明公开了一种耐高温铝箔伸缩风管制造加工工艺,涉及耐高温设备加工技术领域,该耐高温铝箔伸缩风管制造加工工艺采用一种耐高温铝箔伸缩风管制造加工装置配合完成,该耐高温铝箔伸缩风管制造加工装置包括底座,所述底座的顶端设有直立于底座顶端的支撑板,所述支撑 全部
背景技术:
铝箔伸缩风管是流速为28M/S的麦拉铝箔管道,以麦拉强化铝箔被覆,内以螺旋钢 丝支撑,麦拉,铝箔粘接钢丝之上、下层,以强化附着粘力及拉力,是一种软管,具有高伸缩 弯曲特性,施工容易,一般吸尘排风,卫浴室抽排风用,具有阻燃性能。 现有的,专利号CN201820974789.4公开了一种铝箔伸缩风管机成型装置,包括机 架,机架上设置有铝箔带导向辊和钢丝导向轮,所述机架上还设置有卷绕机构,所述卷绕机 构包括挡盘,所述挡盘通过轴连接有驱动机构,所述挡盘上设置有卷绕体,所述卷绕体的外 边缘连线呈正多边形状,机架上还设置有压痕轮,所述压痕轮位于卷绕体外远离挡盘一侧, 本实用新型能够使压痕后的铝箔伸缩风管整体结构较好且均匀,无残次品产生,便于后期 压缩。 上述专利公开的铝箔伸缩风管机成型装置在实际生产制造加工中,还存在一些不 足之处,具体不足之处在于: 一、铝箔伸缩风管在制作加工时,铝箔包裹钢丝时,容易包裹不紧实,使铝箔包裹 在钢丝外壁不紧实,容易使铝箔包裹在伸缩骨架上产生滑动,影响铝箔伸缩风管的使用性 能。
技术实现要素:
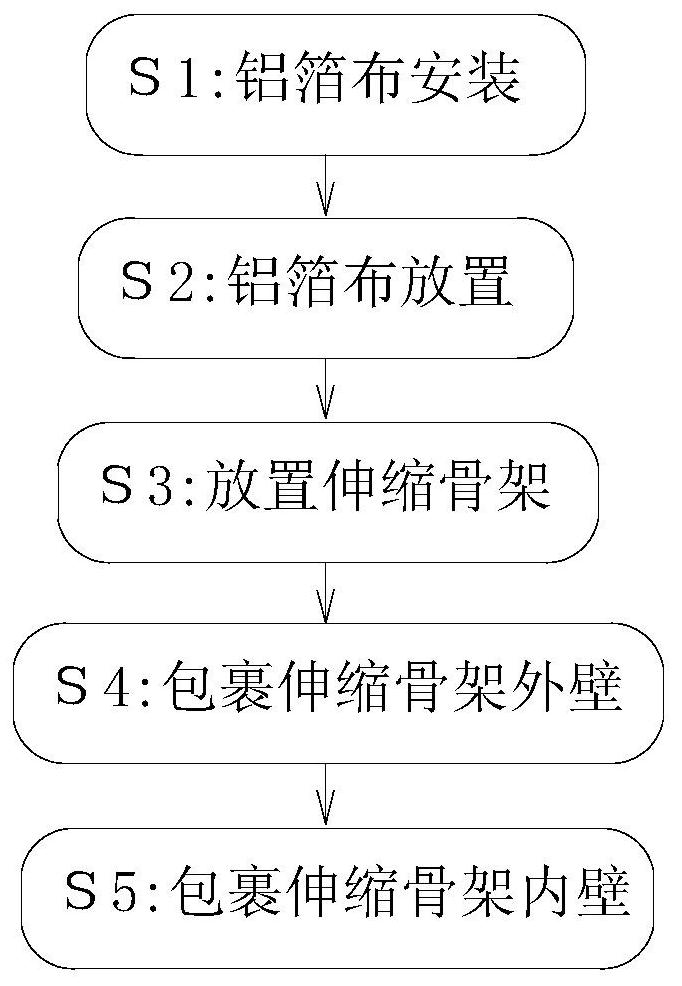
针对现有技术中的问题,本发明的目的在于提供一种耐高温铝箔伸缩风管制造加 工工艺,解决铝箔伸缩风管在制作加工时,铝箔包裹钢丝时,容易包裹不紧实,使铝箔包裹 在钢丝外壁不紧实,容易使铝箔包裹在伸缩骨架上产生滑动,影响铝箔伸缩风管的使用性 能的技术问题。 本发明所要解决的技术问题采用以下的技术方案来实现:一种耐高温铝箔伸缩风 管制造加工工艺,该工艺应用于伸缩风管制造加工中,对伸缩风管中的伸缩骨架进行包裹 铝箔布,该耐高温铝箔伸缩风管制造加工工艺采用一种耐高温铝箔伸缩风管制造加工装置 配合完成,该耐高温铝箔伸缩风管制造加工装置包括底座,所述底座的顶端设有直立于底 座顶端的支撑板,所述支撑板的顶端左侧设有圆柱形结构的轴杆套筒,所述轴杆套筒的轴 线位置开设有贯通的轴孔,所述轴杆套筒的轴孔内通过滑动配合方式安装有轴杆,安装于 轴孔内的所述轴杆顶端设有联轴器,所述支撑板的右侧固定安装有伺服电机,所述伺服电 机的输出轴顶端通过联轴器与轴杆固定连接,所述轴杆的左端设置有圆柱状的滚筒,所述 滚筒的外圆面缠绕有多圈铝箔布; 所述底座的顶端设置有方形块状的下包壳底座,所述下包壳底座的顶端固定安装 有瓦片状的下包壳,所述下包壳顶端设有开口朝上的半圆弧槽,所述下包壳底端固定于下 4 CN 111589894 A 说 明 书 2/8 页 包壳底座上,所述下包壳底座的顶端铰接有瓦片状的上包壳,所述上包壳的顶端开设有半 圆弧槽,所述上包壳的半圆弧槽与下包壳的半圆弧槽拼接为贯通的圆孔,所述下包壳的半 圆弧槽设置于铝箔布顶端下垂位置; 所述上包壳的外壁设置有铰支座,位于下包壳后方的所述下包壳底座顶端铰接有 液压杆,所述液压杆的顶端铰接固定于铰支座上; 所述底座的顶端设有直立于底座顶端的支撑肋板,所述支撑肋板的中部开设有方 形块状的滑孔,所述支撑肋板的滑孔内通过滑动配合方式嵌入有方形杆状的滑块,所述滑 块的底端设有齿条,靠近于齿条位置的所述支撑肋板侧壁固定安装有三号伺服电机,所述 三号伺服电机向外部伸出有输出轴,所述三号伺服电机的输出轴顶端固定安装有驱动齿 轮,所述驱动齿轮与滑块底端的齿条啮条连接; 所述滑块的中部开设有贯通的轴孔,所述滑块的中部轴孔内通过轴承安装有第二 轴杆,所述第二轴杆的右端向滑块的右端伸出,伸出于滑块右端的所述第二轴杆顶端安装 有第二齿轮,所述滑块右端固定安装有二号伺服电机,所述二号伺服电机通过电动机固定 架固定安装于滑块上,所述二号伺服电机的输出轴顶端安装有第一齿轮,所述第一齿轮与 第二齿轮啮合连接; 所述第二轴杆的左端外壁设置有圆柱形结构的压紧辊,所述压紧辊的两端对称铰 接于支撑架上,所述压紧辊两端的支撑架底部对称固定于第二轴杆的外圆面上; 该耐高温铝箔伸缩风管制造加工工艺,具体包括如下步骤: S1、铝箔布安装:将铝箔布缠绕在滚筒的外圆面上; S2、铝箔布放置:通过伺服电机驱动滚筒旋转,将铝箔布下垂的顶端放置在下包壳 的半圆弧槽内; S3、放置伸缩骨架:对步骤S2中已放有铝箔布的下包壳半圆弧槽内放置伸缩骨架, 通过将伸缩骨架水平放置在下包壳的半圆弧槽内,使放置在半圆弧槽内的铝箔布压在伸缩 骨架的下方; S4、包裹伸缩骨架外壁:对步骤S3中放置在下包壳的半圆弧槽内的伸缩骨架外壁 进行包裹铝箔布,通过将上包壳与下包壳扣合,通过上包壳的半圆弧槽与下包壳的半圆弧 槽将铝箔布沿伸缩骨架外壁包裹,包裹完成后,将上包壳与下包壳外部的铝箔布减断; S5、包裹伸缩骨架内壁:对步骤S4中外壁包裹有铝箔布的伸缩骨架进行内壁包裹, 通过第二轴杆的左端伸入在伸缩骨架的内孔里,通过第二轴杆外壁的压紧辊沿伸缩骨架的 内壁滚动,将铝箔布包裹在伸缩骨架的内壁上。 作为本发明的一种优选技术方案,所述支撑架包括滑孔、滑杆、弹簧、铰接座,滑孔 开设于支撑架的顶端中部,每一个支撑架的顶端安装有铰接座,铰接座铰接于压紧辊的两 端,铰接座的底端设置有滑杆,滑杆底端通过滑动配合方式嵌入于支撑架的滑孔内,弹簧安 装于支撑架与铰接座的滑杆外圆面上。 作为本发明的一种优选技术方案,所述压紧辊包括让位槽、拨片、支撑弧片,压紧 辊的外圆面等间距设置有若干个翘起的拨片,每一片翘起的拨片呈为半圆弧形结构,所述 拨片与压紧辊的两端等长,每一片所述拨片的根部开设有让位槽,所述拨片的底端中部设 置有倾斜固定的支撑弧片,所述支撑弧片的底端与让位槽的底面滑动接触。 作为本发明的一种优选技术方案,所述下包壳半圆弧槽的其中一侧开设有阶梯 5 CN 111589894 A 说 明 书 3/8 页 口,所述下包壳的阶梯口内通过滑动配合方式安装有夹紧块,所述夹紧块通过拉簧拼紧贴 合。 作为本发明的一种优选技术方案,临近于阶梯口位置的所述下包壳的半圆弧槽顶 端设置有刀刃。 作为本发明的一种优选技术方案,所述第二轴杆的高度位于上包壳与下包壳拼接 的圆孔中部。 作为本发明的一种优选技术方案,所述第二轴杆的左端外圆面上缠绕有铝箔布, 所述铝箔布位于两端支撑架的中部。 与现有技术相比,本发明至少包括以下有益效果: 一、该耐高温铝箔伸缩风管制造加工装置包括设置在底座顶端支撑板上的滚筒, 滚筒的外圆面缠绕有多圈铝箔布,铝箔布通过伺服电机驱动进行缠绕和放下,铝箔布顶端 下垂位置设置有半圆弧槽状的下包壳,使铝箔布回卷时,铝箔布落入在下包壳的半圆弧槽 内,便于人工将伸缩骨架放置在下包壳的半圆弧槽内时,铝箔布包裹在伸缩骨架的外壁上, 提高铝箔布对伸缩骨架的包裹严密性,通过上包壳与下包壳扣合,上包壳的半圆弧槽与下 包壳的半圆弧槽拼接为贯通的圆孔将伸缩骨架抱紧,使放置在下包壳半圆弧槽内的铝箔布 沿圆孔内壁将伸缩骨架包裹,使伸缩骨架的外圆面包裹严实,提高对伸缩骨架的包裹严密 性。 二、本发明在底座顶端设有直立于底座顶端的支撑肋板,支撑肋板顶端的滑孔内 通过滑动配合方式安装有方形杆状的滑块,滑块的轴孔内通过轴承安装有第二轴杆,使得 第二轴杆伸入在伸缩骨架的内圈里可以转动,伸入在伸缩骨架内圈里的第二轴杆左端设有 压紧辊,压紧辊的轴长大于伸缩骨架的轴长,通过将铝箔布安装在第二轴杆的左端,铝箔布 的顶端通过压紧辊在伸缩骨夹的内壁上旋转缠绕,使铝箔布粘接在伸缩骨架的内壁上,通 过二号伺服电机驱动滑块匀速移动,使铝箔布的顶端通过压紧辊在伸缩骨夹的内壁上按照 螺旋式旋转缠绕,使缠绕在伸缩骨架内壁上的铝箔布层层叠压,提高铝箔布在伸缩骨架内 壁上的包裹严实,粘接在伸缩骨架内壁上的铝箔布与包裹在伸缩骨架外壁上的铝箔布贴 合,提高铝箔布的缠绕紧固性,通过两层铝箔布的包裹,进一步有效提高该铝箔伸缩风管表 面的密封性,避免管道中部未包裹严实而漏风,提高该伸缩风管的实用性。 三、本发明通过在下包壳半圆弧槽的其中一侧开设有阶梯口,下包壳的阶梯口内 通过滑动配合方式安装有夹紧块,夹紧块通过拉簧拼紧贴合,使得夹紧块在阶梯口的右侧 可以滑动并将铝箔布的顶端夹紧固定,有利于上包壳与下包壳扣合时,避免铝箔布底端的 向上滑动,造成对伸缩骨架外壁包裹不严实,临近于阶梯口位置的下包壳的半圆弧槽顶端 设置有刀刃,便上包壳与下包壳扣合后,伸缩骨架的外壁包裹严实后通过刀刃进行机械式 自动裁剪,使包裹在伸缩骨架外壁的铝箔布边角平整。提高包裹的美观性。 附图说明 下面结合附图和实施例对本发明进一步说明。 图1为本发明耐高温铝箔伸缩风管制造加工工艺的工艺流程图; 图2为本发明耐高温铝箔伸缩风管制造加工装置的前视图; 图3为本发明上包壳在下包壳顶端打开的左视图; 6 CN 111589894 A 说 明 书 4/8 页 图4为本发明上包壳与下包壳扣合后的左视图; 图5为本发明第二轴杆伸入在伸缩骨架内的结构示意图; 图6为本发明压紧辊将铝箔布包裹在伸缩骨架内壁上的结构示意图; 图7为本发明压紧辊的结构示意图; 图8为本发明说明书附图3的A向结构放大示意图; 图9为本发明说明书附图4的B向结构局部放大示意图; 图中:1、底座,2、支撑板,3、伺服电机,4、轴杆套筒,5、联轴器,6、轴杆,7、滚筒,8、 铝箔布,9、上包壳,10、下包壳,101、刀刃,102、夹紧块,103、拉簧,11、第二轴杆,12、支撑肋 板,13、第一齿轮,14、电动机固定架,15、二号伺服电机,16、第二齿轮,17、滑块,18、齿条, 19、驱动齿轮,20、液压杆,21、铰支座,22、下包壳底座,23、支撑架,2301、滑孔,2302、滑杆, 2303、弹簧,2304、铰接座,24、压紧辊,2401、让位槽,2402、拨片,2403、支撑弧片。











