
技术摘要:
本发明涉及一种建筑物支撑圆管钢柱对焊联接方法,包括以下步骤:提供两根钢柱和若干根焊丝,依次对焊丝进行烘培处理、保温处理后,将两根钢柱竖立叠合搁置于用户所需的位置处,待周边环境温度达到特征温度以上时,采用二氧化碳气体保护焊的焊接方法进行焊接,使焊丝熔 全部
背景技术:
钢管混凝土塔柱是一种新型的建筑物支撑结构,它是在竖立的钢管以内填充混凝 土,待混凝土凝结后使混凝土与钢管连接为一体的复合结构,目前已广泛应用于各类建筑 工程中,钢管混凝土塔柱具有强度高、质量轻、塑性好、耐疲劳、耐冲击性良好等优点,现有 应用于建筑工程中的钢管混凝土塔柱中的钢柱一般采用钢板卷绕成圆筒形后焊接制成,用 于制作钢柱的钢板一般是轧制而成,为了运输方便,钢板外形宽度具有多种规格,当在建筑 工程中,喽层层间距较高时,钢管混凝土塔柱所需高度较高,就需要将多根钢柱对焊连接在 一起使用,因此,对焊焊接的质量对钢管混凝土塔柱整体的结构强度和承载能力影响很大。
技术实现要素:
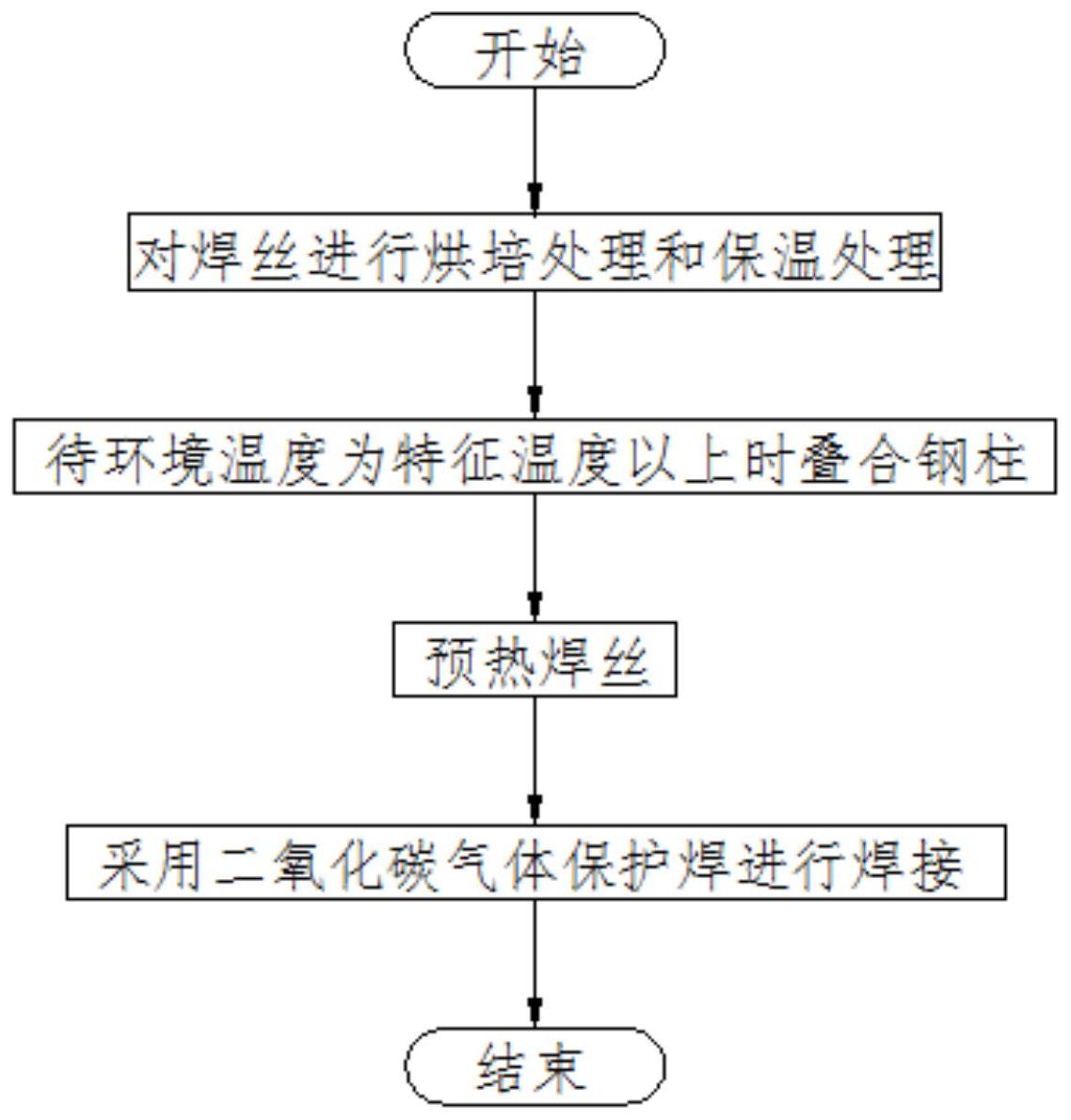
为解决上述技术问题,本发明提供了一种建筑物支撑圆管钢柱对焊联接方法。 本发明提供了一种建筑物支撑圆管钢柱对焊联接方法,包括以下步骤: 提供两根钢柱和若干根焊丝,依次对焊丝进行烘培处理、保温处理后,将两根钢柱 竖立叠合搁置于用户所需的位置处,待周边环境温度达到特征温度以上时,采用氧化碳气 体保护焊的焊接方法进行焊接,使焊丝熔化后填塞于两根钢柱之间再冷凝形成对接焊缝, 并且使两根钢柱连接为一体。 焊丝型号为CJ556N。 钢柱末端还设置有法兰盘,当将两根钢柱竖立叠合搁置时,使两根钢柱上相应的 法兰盘彼此相对对置并使用若干个螺栓连接在一起。 建筑物支撑圆管钢柱对焊联接方法还包括以下步骤:分别在钢柱末端修磨出坡 口,当将两根钢柱竖立叠合搁置时,使两根钢柱上相应的坡口彼此相对对置。 坡口宽度为3mm。 焊丝烘培温度为300-350℃,烘培持续时间为2h。 焊丝保温100-150℃,保温持续时间为1h-2h。 特征温度为0℃。 建筑物支撑圆管钢柱对焊联接方法还包括以下步骤:在采用氧化碳气体保护焊的 焊接方法进行焊接之前,对焊丝进行预热处理,使焊丝表面温度达到100-150℃。 对接焊缝是围绕于钢柱外周表面的封闭环形形状。 本发明的有益效果在于:采用本发明提供的技术方案,通过在焊接前对焊丝进行 烘培、保温等预处理,能够使焊丝以内含有的水分充分蒸发,防止在焊接后形成的焊缝内出 现气孔,防止焊缝出现裂纹,提升焊缝的机械性能和强度,进而提升对焊后钢柱整体的机械 性能、结构强度和承载能力。另外,焊接施工前对焊丝进行预热处理,焊接施工需在周边环 3 CN 111570977 A 说 明 书 2/2 页 境温度满足的条件下进行,能够防止环境空气中的水分对焊丝造成侵蚀,保证了焊接质量, 本发明提供的对焊联接方法工艺措施设计严密,可操作性强,能够有效减少焊接变形,提升 焊接质量。 附图说明 图1是本发明的施工工艺流程图。











