
技术摘要:
本发明涉及一种粗孔发泡材料配方,各种原料的重量选取包括:EVA(7470)4143g;POE(8150)1885g;OBC(9107)1257g;50.28g;CAP 244.69g;B1PB 63.68g。材料制作方法,包括采用密炼机加工,物料依次投入混合槽内,物料混合搅拌到90℃状态时,密炼机设备开启加压锤以及防尘 全部
背景技术:
对于发泡材料技术,由于采用粗孔发泡材料进行发泡的孔状各异,故非常适用于 鞋业和装饰品。其应用于鞋材行业领域时,主要涉及到包括运动鞋在内的各类鞋大底、鞋中 底等部位的加工生产,其中的鞋大底相当于鞋外底,也就是直接接触地面的那层鞋材,其直 接影响鞋体自身的重要性能,包括回弹性能、耐穿度等;其中的鞋中底即处于鞋大底里侧的 那层鞋材,其位置亦处于鞋大底与鞋垫之间,也会影响鞋体自身的部分性能。 一直以来,技术人员都在针对鞋体相应部位的加工生产对发泡材料的配方与制作 方法进行有针对性的改善与优化,使其在应用时的性能得到提升,来满足生产者与使用者 的需求。但是,由于目前所采用的包括倒料发泡、小发泡等方式获取的粗孔发泡材料受到材 料配方选取不恰当以及制作步骤实施不匹配等因素的限制,而导致加工出的各类发泡鞋底 透明度与弹性效果无法兼顾,经过性能测试可知,不仅鞋底透明度较差且弹性效果无法得 到提升,并且材质的比重大。 因此,本发明技术方案之研发人员主要针对用于制作运动鞋的鞋大底、鞋中底等 部位鞋材的粗孔发泡材料加工生产进行改善与优化,在材料配方方面主要涉及到EVA (7470)乙烯乙酸共聚物、POE(8150)乙烯辛烯共聚物以及OBC(9107)抗收缩材料来满足用于 鞋大底、鞋中底等鞋材加工生产的需求,并且利用这些原材料辅以相匹配的加工步骤形成 一种可同时提升鞋底透明度与回弹效果的鞋材,因此,为了取得优异的技术效果,不仅需要 精确地进行原材料的重量配比,也要利用所配制出的加工材料辅以合理有序的生产步骤, 如此才能利用其生产出性能优异的鞋大底、鞋中底等鞋材。 其中,本发明技术方案所采用的EVA(7470)乙酸乙烯共聚物是一种化学物品,对于 一种材料,不同的乙酸乙烯含量对于这种材料的性能表现得有所不同,例如,当乙酸乙烯含 量较高时,其弹性、柔软性、黏合性、相容性、透明性、溶解性较好;若乙酸乙烯含量小于 10%,则比聚乙烯柔软,耐冲击强度好,可用作包装袋和薄膜以及注射模塑件等;当乙酸乙 烯在10%一20%时,透明性良好,耐寒耐应力开裂,用于制农业薄膜、医疗用具等;当乙酸乙 烯含量在20%--40%时,具有良好的豁合性,用作热熔胶勒剂、涂料等;若乙酸乙烯含量在 45%一55%时,弹性良好,用作特种橡胶,与其他橡胶相容性好,加工性较佳;若乙酸乙烯含 量在65%—95%时为乳液。在本发明技术方案中,采用这是材料的原因是环保、可回收、弹 性优越、具有高可挠性,因此,能够适用于鞋底材料。 其中,本发明技术方案所采用的POE(8150)乙烯辛烯共聚物是一种乙烯基弹性体, 也是一种具有窄相对分子质量分布和均匀的短支链分布的热塑性弹性体,这种弹性体的回 弹性优越且撕裂强度较佳,在很多方面的性能指标超过了普通弹性体;POE分子结构与三元 乙丙橡胶(EPDM)相似,因此POE也会具有耐老化、耐臭氧、耐化学介质等优异性能,通过对 POE进行交联,材料的耐热温度被提高,永久变形减小,拉伸强度、撕裂强度等主要力学性能 4 CN 111548551 A 说 明 书 2/6 页 都有很大程度的提高,多用途的POE弹性体能够超过PVC、EVA、SBR、EMA和EPDM。 其中,本发明所采用的OBC(9107)属于烯烃嵌段共聚物,是一种抗收缩材料,应用 时有利于提高拉力强度,首先,其与苯乙烯嵌段共聚物相比,在相近弹性和柔软的配方中具 有更低的成本高温性能,以及优异的耐候性、重量轻;其次,其与乙烯醋酸乙烯共聚物相比, 更有利于增加弹性、重量轻。 本发明技术方案之研发人员在实施的同时,无论是针对材料的配方,还是针对用 于鞋大底、鞋中底等部位鞋材的加工生产工艺,完全是依序进行逐步改进的,都是将每一个 研发阶段所采取的中间方案进行性能测试之后,再将该中间方案逐步优化的,因此,研发的 过程并非一气呵成,而是经历了不同的中间方案,最终才得到趋于最佳优化的技术方案,使 鞋材或相关领域的粗孔发泡材料实现质的飞跃。 综上所述,本发明正是在现有技术的基础上,结合实际应用与实际测试,对同一技 术领域内的材料配方以及应用该配方形成的制作粗孔发泡材料的制作方法提出进一步的 优化,所形成的粗孔发泡材料在应用于鞋大底、鞋中底等鞋材的加工生产时能够同时提升 鞋底透明度与回弹效果,因此,所提出的技术方案能够缓解、部分解决或解决现有技术存在 的问题。
技术实现要素:
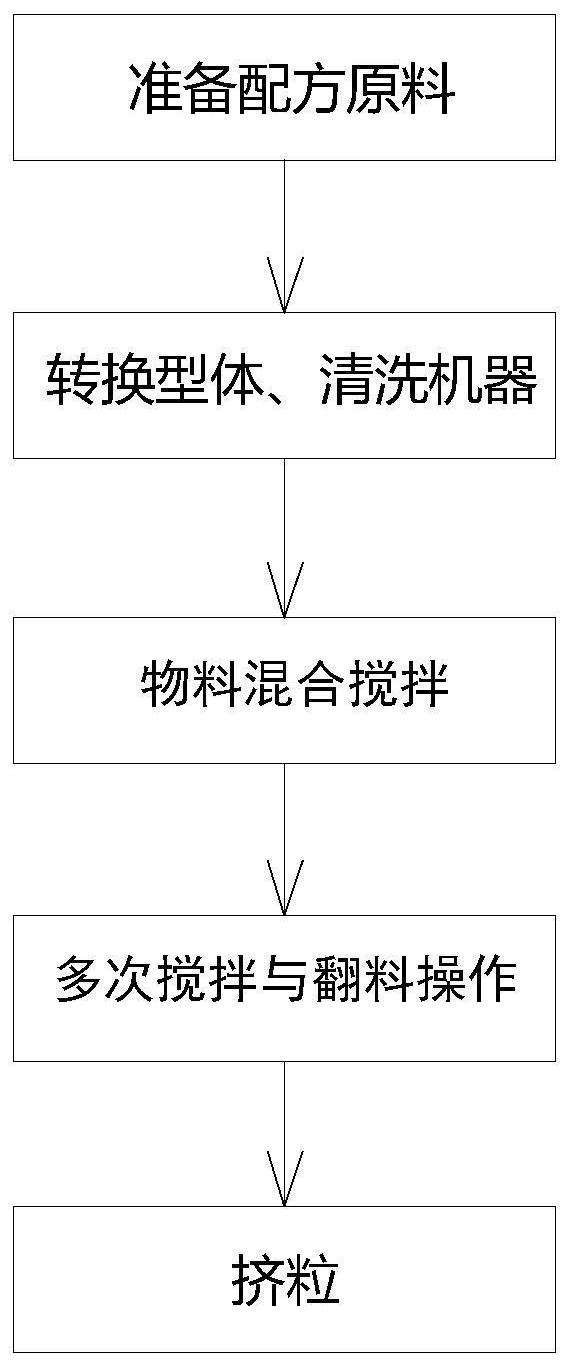
针对以上缺陷,本发明提供一种粗孔发泡材料配方并且以该配方为基础形成制作 方法,所形成的粗孔发泡材料在应用于鞋大底、鞋中底等鞋材的加工生产能够同时提升鞋 底透明度与回弹效果,从而满足鞋业加工生产的需求。 为实现上述目的,本发明采用以下技术方案: 一种粗孔发泡材料配方,其作为包括运动鞋大底、以及中底制作之初而选用的鞋 材,所准备的各种原料按照重量进行称取得到混合材料,各种原料的重量选取包括: 在同一技术构思的基础上,技术人员还可结合以上配方进行适当的技术手段的变 换,例如: 其中的EVA(7470)乙烯乙酸共聚物还可由联泓628塑料原料或南京扬子巴斯夫 6110代替。 5 CN 111548551 A 说 明 书 3/6 页 其中的POE(8150)乙烯辛烯共聚物还可由沙比特075D塑料原料或埃克森美孚9071 代替。 其中的OBC(9107)抗收缩材料还可由9500塑料原料代替。 本发明之技术方案还包括: 一种粗孔发泡材料制作方法,其制作过程包括以下步骤: 步骤①:采用密炼机准备加工,对准备的按照权利要求1所述的粗孔发泡材料配方 进行配制的物料进行核对; 步骤②:于模具编号或颜色不相同的状况下,对设备以及模具进行清洗,以避免因 颜色不一致而串色; 步骤③:将按照以上材料配方称好的物料,依次投入混合槽内,物料混合搅拌到90 ℃状态时,密炼机设备开启加压锤以及防尘门,清扫加压锤和混合槽四周的物料; 步骤④:清扫完物料之后,物料继续混合搅拌到95℃状态时,将适量的架桥剂投入 混合槽内,再开启加压锤以及防尘门,10秒钟后缓慢下压完成翻料动作,继续搅拌物料,依 次达到对应温度时,再开启加压锤与防尘门进行重复多次翻料,所达到的对应温度依次是 98℃、101℃、103℃、105℃,通过利用加压锤多次操作以达到密炼更均匀,且提高颜色以及 硬度的一致性,最终混合槽倒料,混合物料投入造粒机内; 步骤⑤:调整造粒机转速进行挤料。 技术人员还可根据该技术方案进行补充,形成相应的技术方案,包括: 所采用的密炼机设备型号优选采用益宗(YK-75HD)。 对于步骤④,其采用多次翻料操作并且最终一次操作为物料混合搅拌到105℃状 态下。 对于步骤④,其第一次搅拌至最后一次翻料达到温度105℃的过程累计时间为550 秒。 另外,技术人员可将造粒机设备主机转速调整为30转/秒。 本发明通过采用定量的EVA(7470)乙烯乙酸共聚物、POE(8150)乙烯辛烯共聚物以 及OBC(9107)抗收缩材料来满足用于鞋大底、鞋中底等鞋材的粗孔发泡材料生产需求,所形 成的粗孔发泡材料在应用于鞋大底、鞋中底等鞋材的加工生产时能够同时提升鞋底透明度 与回弹效果;同时,通过采用密炼机于多个特定温度下进行多次搅拌与翻料操作,有利于提 高粗孔发泡材料的加工质量,生产出的材料具有透明度较佳、回弹效果较佳、比重轻、利于 一次成型、产能高等优点。 附图说明 下面根据附图对本发明作进一步详细说明。 图1是本发明所实施的粗孔发泡材料制作方法的流程示意图; 图2是本发明所实施的粗孔发泡材料制作方法所选用的密炼机部分示意图。











