
技术摘要:
本发明公开了一种模内物料位置矫正方法,方法包括:S1、机械手工装中的物料放置单元吸取物料;S2、物料放置单元释放转移物料至模具的模具吸头上;S3、物料放置单元运动至二次回压位,同时,设置于模具上的顶出矫正单元动作;物料放置单元、顶出矫正单元分别作用于物料 全部
背景技术:
在高精密电子产品注塑领域,产品往往带有薄型物料,薄型物料影响电子产品声 学性能,位置精度要求十分严苛。薄型物料放置主要有平面和侧面放置两种,其中侧面薄型 物料放置难度较高,且位置精度更难管控。目前,机械手吸取裁切好的薄型物料放置到模具 上,物料位置不能精确管控,极易造成产品缺陷,影响的良率。 鉴于此,亟需在现有技术上进行改进,研发设计一种可在合模注塑前,对模具内的 物料尤其是薄型物料进行位置矫正,以提高薄型物料位置精度和注塑后产品的良率。
技术实现要素:
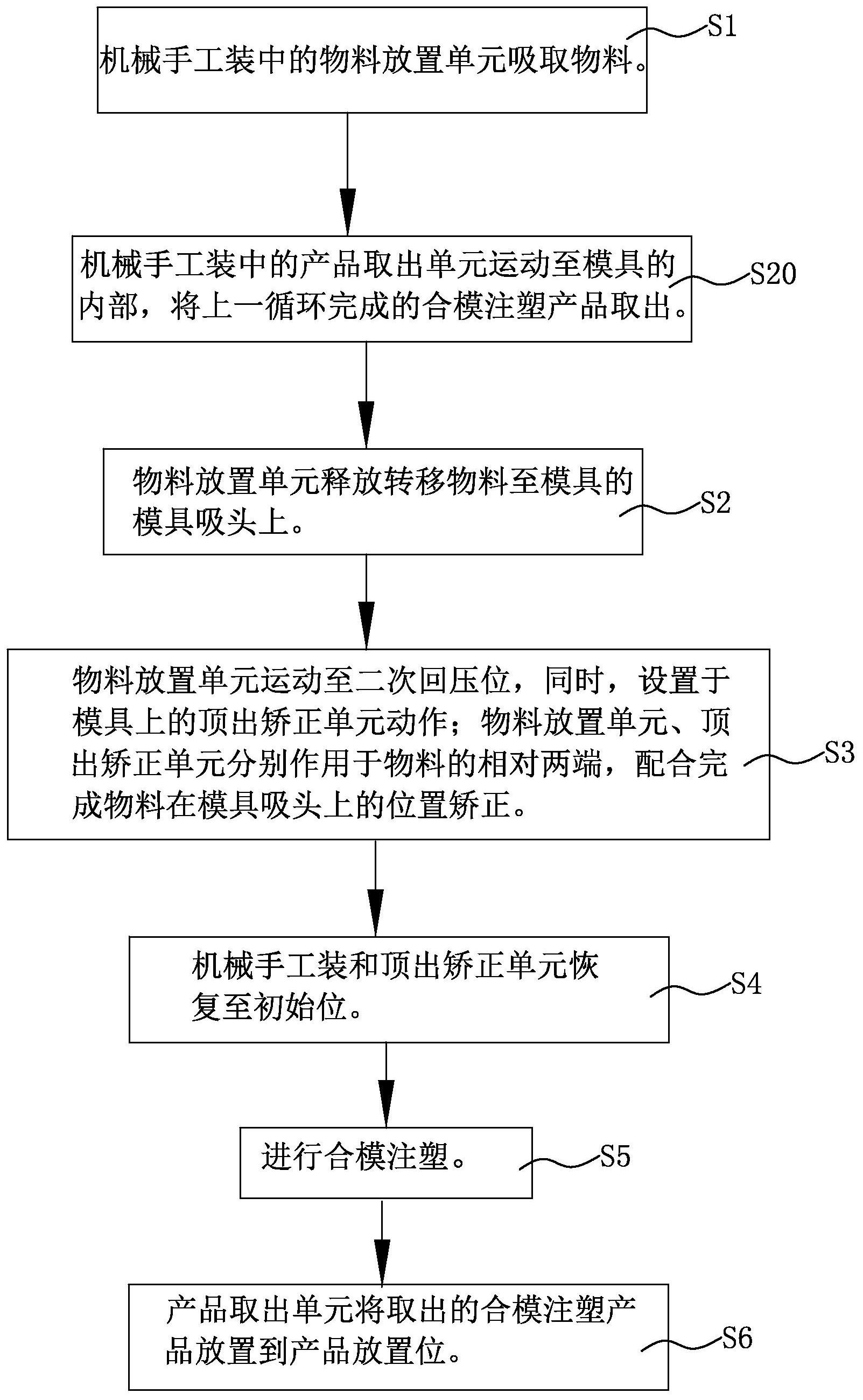
旨在克服上述现有技术中存在的不足,本发明解决的技术问题是,提供了一种模 内物料位置矫正方法,可在合模注塑前,对模具内的物料进行位置矫正,提升了物料位置精 度和注塑后产品的良率。 为解决上述技术问题,本发明实施例提供一种模内物料位置矫正方法,所述方法 包括: S1、机械手工装中的物料放置单元吸取物料; S2、所述物料放置单元释放转移所述物料至模具的模具吸头上; S3、所述物料放置单元运动至二次回压位,同时,设置于所述模具上的顶出矫正单 元动作;所述物料放置单元、所述顶出矫正单元分别作用于所述物料的相对两端,配合完成 所述物料在所述模具吸头上的位置矫正。 进一步,所述方法还包括在所述步骤S1之后,所述步骤S2之前执行的步骤S20; S20、所述机械手工装中的产品取出单元运动至所述模具的内部,将上一循环完成 的合模注塑产品取出。 进一步,所述方法还包括: S4、所述机械手工装和所述顶出矫正单元恢复至初始位; S5、进行合模注塑; S6、所述产品取出单元将取出的所述合模注塑产品放置到产品放置位; 其中,所述步骤S5和所述步骤S6的顺序可互换,也可同时执行。 进一步,所述模具水平放置;运动至所述二次回压位的所述物料放置单元位于所 述物料的上方,所述顶出矫正单元位于所述物料的下方。 进一步,所述机械手工装与机械手连接,所述机械手用于实现所述物料和所述合 模注塑产品的搬运; 所述机械手工装包括第一安装板,所述第一安装板上设置有用于取放所述物料的 所述物料放置单元和用于取放所述合模注塑产品的所述产品取出单元。 4 CN 111571920 A 说 明 书 2/5 页 进一步,所述产品取出单元包括设置于所述第一安装板上的第一驱动件,所述第 一驱动件的动力输出部上设置有第二安装板,所述第二安装板上安装有用于取放所述合模 注塑产品的吸盘组件。 进一步,所述物料放置单元包括与所述第一安装板连接的第三安装板,所述第三 安装板上设置有用于取放所述物料的吸头机构和动力机构;所述动力机构用于驱动至少一 个所述吸头机构运动。 进一步,所述动力机构包括驱动组件和滑轨滑块组件; 所述驱动组件包括设置于所述第三安装板背面的第二驱动件和与所述第二驱动 件的动力输出部连接的推板;所述滑轨滑块组件包括设置于所述第三安装板背面的滑轨和 滑动设置于所述滑轨上的滑块;所述推板与所述滑块连接。 进一步,所述吸头机构包括固定于所述第三安装板背面的安装座,所述安装座内 滑动安装有工装吸头,所述工装吸头的吸取部延伸出所述第三安装板外; 所述工装吸头上设置有连接件,所述连接件的一端穿过所述推板与所述工装吸头 连接,所述连接件的另一端设有限位部,所述连接件位于所述限位部与所述推板之间的部 位上套设有弹性件,所述连接件位于所述推板与所述工装吸头之间的部位上滑设有推块。 进一步,所述模具包括本体和设置于所述本体上的模块,所述模块上安装有所述 模具吸头; 所述顶出矫正单元包括设置于所述本体上的驱动气缸和滑动安装在所述本体内 的移动板,所述驱动气缸的动力输出部与所述移动板连接,位于所述模块内侧的所述移动 板上设置有矫正块,所述模块上设有供所述矫正块穿出的通孔。 由于采用了上述技术方案,取得的有益效果如下: 本发明中,机械手工装中的物料放置单元将吸取的物料(薄型物料)释放至模具的 模具吸头上;随后物料放置单元运动至二次回压位,同时模具上新增的矫正顶出单元动作, 两者分别作用于物料的相对两端;协作配合完成模具内物料在合模注塑前的位置矫正;提 高了物料的位置精度和注塑后产品的良率。尤其适用于侧面放置在模具内的薄型物料的位 置矫正。 附图说明 图1是本发明模内物料位置矫正方法的流程图; 图2是机械手工装的部分结构示意图; 图3是图2中物料放置单元的背面局部结构示意图; 图4是物料放置单元中吸头机构和动力机构的结构示意图; 图5是模具的部分结构示意图; 图6是顶出矫正单元与模块的安装结构示意图; 图7是物料放置单元释放转移薄型物料至模具吸头时的状态参考图; 图8是薄型物料位置矫正时的状态参考图; 图中:1-机械手工装,11-第一安装板,12-产品取出单元,121-第一驱动件,122-第 二安装板,123-吸盘组件,13-物料放置单元,131-第三安装板,132-吸头机构,1321-安装 座,1322-工装吸头,1323-连接件,1324-弹簧,1325-推块,133-动力机构,1331-第二驱动 5 CN 111571920 A 说 明 书 3/5 页 件,1332-推板,1333-滑轨,1334-滑块,2-模具,21-本体,22-模块,221-模具吸头,23-顶出 矫正单元,231-移动板,232-驱动气缸,233-矫正块,234-推块,3-薄型物料,a-二次回压位。











