
技术摘要:
本发明公开了一种加工精度的检验方法及装置。其中,该方法包括:利用第一刀具在刀平面上加工第一对刀块,第二刀具在刀平面上加工第二对刀块,其中,第一刀具是标准尺寸的刀具,第一刀具和第二刀具具有接刀关系;对比第一对刀块和第二对刀块的加工参数,得到第一对比结 全部
背景技术:
近些年来,石墨加工应用的领域越来越多,由于石墨模具具有加工时间长,加工精 度高等特点。在此背景下,提高石墨加工的精度及合格率就有了更多的要求,对于此问题, 通常在石墨模具进行加工的时候,会对刀具进行精度检测,通过对单一刀具的标准检测达 到实时核定石墨模具加工精度的效果。 目前,针对加工石墨盘模具时,随着技术不断的发展,人们对石墨模具加工精度要 求越来越高,然而现有技术中石墨模具加工时间长,两把精加工刀具接刀误差严重影响精 度以及加工后快速判断尺寸范围的问题。 针对上述的问题,目前尚未提出有效的解决方案。
技术实现要素:
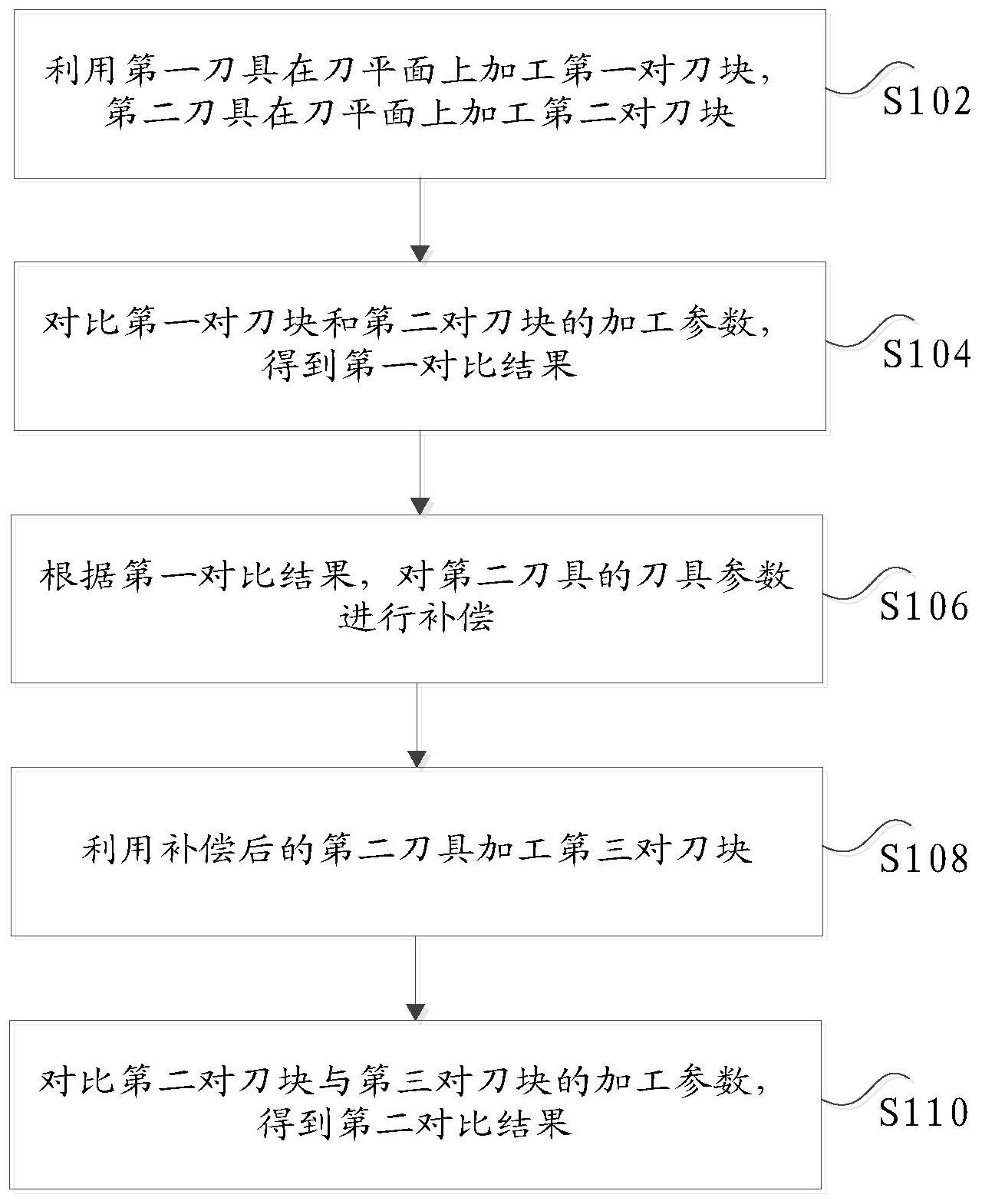
本发明实施例提供了一种加工精度的检验方法及装置,以至少解决现有技术中石 墨模具加工精度不合格的技术问题。 根据本发明实施例的一个方面,提供了一种加工精度的检验方法,包括:利用第一 刀具在刀平面上加工第一对刀块,第二刀具在所述刀平面上加工第二对刀块,其中,所述第 一刀具是标准尺寸的刀具,所述第一刀具和所述第二刀具具有接刀关系;对比所述第一对 刀块和所述第二对刀块的加工参数,得到第一对比结果;根据所述第一对比结果,对所述第 二刀具的刀具参数进行补偿;利用补偿后的第二刀具加工第三对刀块;对比所述第二对刀 块与所述第三对刀块的加工参数,得到第二对比结果,其中,所述第二对比结果用于确定产 品加工精度是否合格,所述产品是所述补偿后的第二刀具加工的产品。 可选的,所述利用第一刀具在刀平面上加工第一对刀块,第二刀具在所述刀平面 上加工第二对刀块包括:利用所述第一刀具,采用第一预设误差值的加工误差对所述第一 对刀块进行加工;利用所述第二刀具,采用所述第一预设误差值的加工误差对所述第二对 刀块进行加工。 可选的,所述第一对比结果包括以下之一:所述第一对刀块与所述第二对刀块的 加工参数的差值小于第二预设误差值,所述第一对刀块与所述第二对刀块的加工参数的差 值不小于第二预设误差值。 可选的,所述根据所述第一对比结果,对所述第二刀具的刀具参数进行补偿包括: 当所述第一对比结果为所述第一对刀块与所述第二对刀块的加工参数的差值不小于第二 预设误差值时,则对所述第二刀具的刀长进行数据补偿。 可选的,在所述根据所述第一对比结果,对所述第二刀具的刀具参数进行补偿之 后,所述方法还包括:利用补偿后的第二刀具对所述第二对刀块进行加工;将所述第二对刀 块再次与所述第一对刀块的加工参数进行对比,得到所述第一对刀块与所述第二对刀块的 4 CN 111609778 A 说 明 书 2/8 页 加工参数的差值小于第二预设误差值。 可选的,所述第二对比结果包括以下之一:所述第二对刀块与所述第三对刀块的 加工参数的差值小于第三预设误差值,所述第二对刀块与所述第三对刀块的加工参数的差 值不小于第三预设误差值。 可选的,所述对比所述第二对刀块与所述第三对刀块的加工参数,得到第二对比 结果之后,所述方法还包括:根据所述第二对比结果,生成尺寸合格结果。 根据本发明实施例的另一方面,还提供了一种加工精度检验装置,包括:第一加工 模块,用于利用第一刀具在刀平面上加工第一对刀块,第二刀具在所述刀平面上加工第二 对刀块,其中,所述第一刀具是标准尺寸的刀具,所述第一刀具和第二刀具具有接刀关系; 第一对比模块,用于对比所述第一对刀块和所述第二对刀块的加工参数,得到第一对比结 果;补偿模块,用于根据所述第一对比结果,对所述第二刀具的刀具参数进行补偿;第二加 工模块,用于利用补偿后的第二刀具加工第三对刀块;第二对比模块,用于对比所述第二对 刀块与所述第三对刀块的加工参数,得到第二对比结果,其中,所述第二对比结果用于确定 产品加工精度是否合格,所述产品是所述补偿后的第二刀具加工的产品。 根据本发明实施例的另一方面,还提供了一种非易失性存储介质,所述非易失性 存储介质包括存储的程序,其中,所述程序运行时控制非易失性存储介质所在的设备执行 所述的加工精度的检验方法。 根据本发明实施例的另一方面,还提供了一种电子装置,包含处理器和存储器;所 述存储器中存储有计算机可读指令,所述处理器用于运行所述计算机可读指令,其中,所述 计算机可读指令运行时执行所述的加工精度的检验方法。 在本发明实施例中,采用利用第一刀具在刀平面上加工第一对刀块,第二刀具在 所述刀平面上加工第二对刀块,其中,所述第一刀具是标准尺寸的刀具,所述第一刀具和所 述第二刀具具有接刀关系;对比所述第一对刀块和所述第二对刀块的加工参数,得到第一 对比结果;根据所述第一对比结果,对所述第二刀具的刀具参数进行补偿;利用补偿后的第 二刀具加工第三对刀块;对比所述第二对刀块与所述第三对刀块的加工参数,得到第二对 比结果,其中,所述第二对比结果用于确定产品加工精度是否合格,所述产品是所述补偿后 的第二刀具加工的产品的方式,通过刀具与不同对刀块的对比,达到了检验石墨模具加工 精度的目的,进而解决了现有技术中石墨模具加工精度不合格的技术问题。 附图说明 此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发 明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中: 图1是根据本发明实施例的一种加工精度的检验方法的流程图; 图2是根据本发明实施例的一种加工精度的检验装置的示意图。











