
技术摘要:
本发明涉及一种激光金属增材沉积温度控制方法及系统。所述激光金属增材沉积温度控制方法,包括:获取送粉喷头以当前激光功率沉积当前沉积层时的多个当前温度;多个所述当前温度是在形成所述当前沉积层的过程中,对处于设定范围内的所述送粉喷头喷出的沉积物进行温度采 全部
背景技术:
激光沉积制造技术是一种结合激光熔覆技术及快速成形技术的先进制造技术。在 沉积过程中,随着堆积的不断进行,散热条件变差,熔池的温度逐渐升高,热累积现象加重, 会导致成形零件的质量降低。因此,为了提高成形件的质量,在沉积制造过程中,熔池温度 的监测与控制至关重要。 目前,常用的激光沉积制造过程的温度控制一种是根据测量的熔池温度来改变输 入工艺参数的数值来达降低熔池温度的目的,由于熔池的热反应较为剧烈,持续稳定的测 量熔池温度较为困难,该方法稳定性较差、系统复杂、成本较高,另一种是通过在环境中加 入冷却装置来降低熔池温度,该方法精确度较低,无法定量控制熔池温度。
技术实现要素:
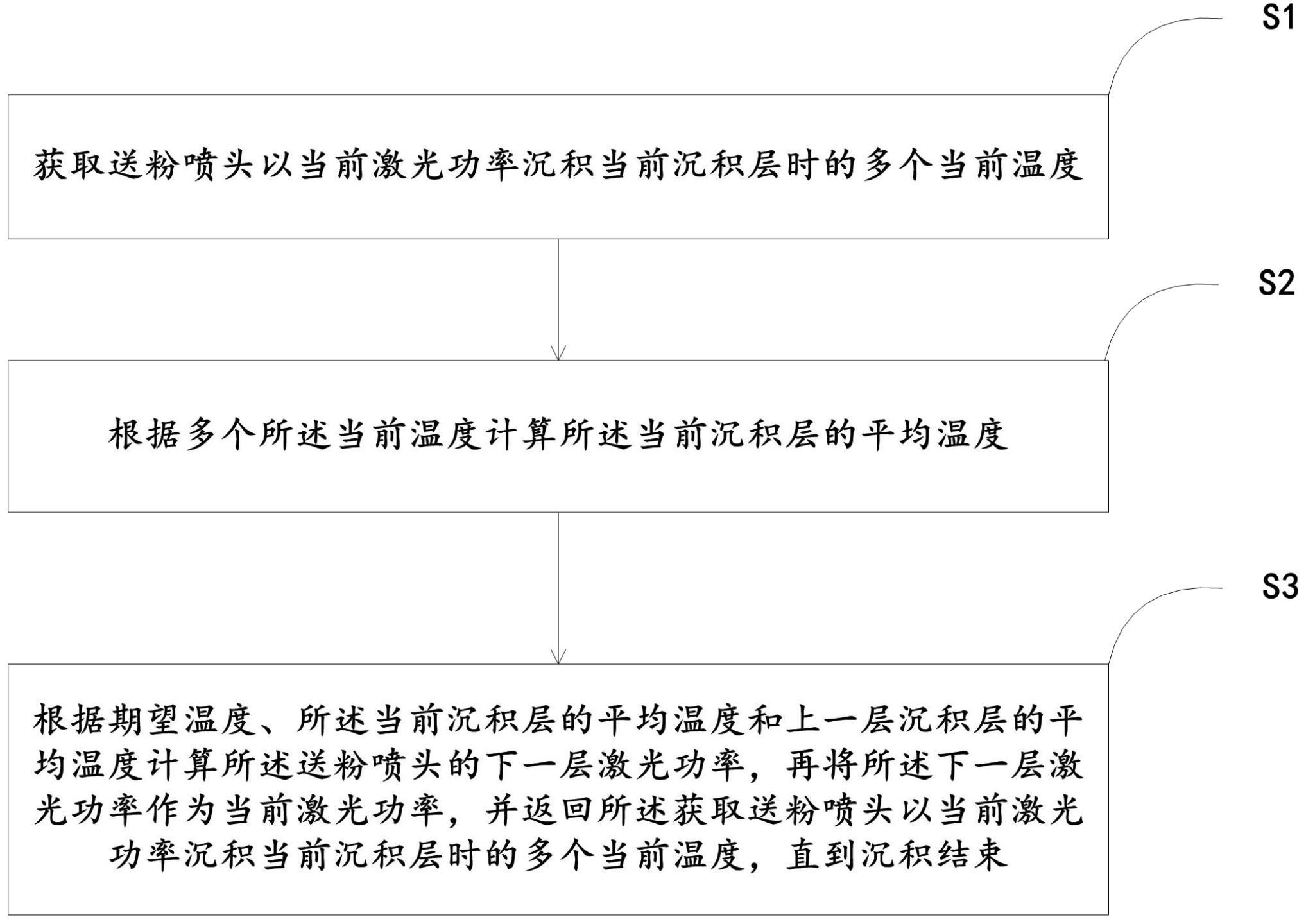
本发明的目的是提供一种激光金属增材沉积温度控制方法及系统,本发明通过控 制沉积每层沉积层时的激光功率,提高对激光金属增材沉积温度的控制精度。 为实现上述目的,本发明提供了如下方案: 一种激光金属增材沉积温度控制方法,包括: 获取送粉喷头以当前激光功率沉积当前沉积层时的多个当前温度;多个所述当前 温度是在形成所述当前沉积层的过程中,对处于设定范围内的所述送粉喷头喷出的沉积物 进行温度采集得到的; 根据多个所述当前温度计算所述当前沉积层的平均温度; 根据期望温度、所述当前沉积层的平均温度和上一层沉积层的平均温度计算所述 送粉喷头的下一层激光功率,再将所述下一层激光功率作为当前激光功率,并返回所述获 取送粉喷头以当前激光功率沉积当前沉积层时的多个当前温度,直到沉积结束。 可选的,所述当前温度的确定方法为: 在形成所述当前沉积层的过程中,采用测温仪对处于设定范围内的所述送粉喷头 喷出的沉积物进行温度采集,所述设定范围为熔池正后方的特定区域,所述特定区域为以 距离熔池中心2.5mm为圆心,以0.75mm为半径的圆形区域。 可选的,所述根据期望温度、所述当前沉积层的平均温度和上一层沉积层的平均 温度计算所述送粉喷头的下一层激光功率,具体包括: 根据所述期望温度和所述当前沉积层的平均温度计算所述当前沉积层的平均温 度与所述期望温度的误差; 根据所述误差和所述上一层沉积层的平均温度计算所述送粉喷头的下一层激光 功率。 4 CN 111545937 A 说 明 书 2/7 页 可选的,所述根据所述期望温度和所述当前沉积层的平均温度计算所述当前沉积 层的平均温度与所述期望温度的误差,具体包括: 根据公式e(k)=Tr-Ta(k)计算所述当前沉积层的平均温度与所述期望温度的误 差,其中e(k)为第k层沉积层的平均温度与期望温度的误差,Tr为期望温度,Ta(k)为第k层沉 积层的平均温度,k>1。 可选的,所述根据所述误差和所述上一层沉积层的平均温度计算所述送粉喷头的 下一层激光功率,具体包括: 根据公式 计算送粉喷 头沉积第k 1层沉积层的激光功率,其中,P(k 1)为送粉喷头沉积第k 1层沉积层的激光功 率,P(k)为送粉喷头沉积第k层沉积层的激光功率,Kp为比例系数,Ki为积分系数,Kd为微分 系数,e(m)为累积的每层沉积层的总温度误差,e(k-1)为第k-1层沉积层的平均温度与期望 温度的误差,k-1为上一层沉积层的层号,k为当前沉积层的层号,k 1为下一层沉积层的层 号,k>1。 一种激光金属增材沉积温度控制系统,包括:送粉喷头、基板、测温仪和控制器;所 述送粉喷头设置在所述基板的正上方,所述控制器分别与所述送粉喷头和所述测温仪连 接;所述测温仪用于在形成所述当前沉积层的过程中,对处于设定范围内的所述送粉喷头 喷出的沉积物进行温度采集得到多个当前温度,所述控制器用于获取多个所述当前温度并 根据多个所述当前温度计算所述当前沉积层的平均温度,然后根据期望温度、所述当前沉 积层的平均温度和上一层沉积层的平均温度控制所述送粉喷头的下一层激光功率。 可选的,所述控制系统,还包括:工控机,所述测温仪与所述控制器通过所述工控 机连接,所述工控机用于将所述测温仪测量的多个所述当前温度传送给所述控制器。 可选的,所述控制系统,还包括:光纤支架,所述测温仪与所述送粉喷头通过所述 光纤支架连接。 可选的,所述测温仪为红外测温仪。 可选的,所述控制器为库卡机器人。 根据本发明提供的具体实施例,本发明公开了以下技术效果:本发明通过控制沉 积每层沉积层时的激光功率,达到以层为周期控制沉积层温度的效果,提高了对激光金属 增材沉积温度的控制精度。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施 例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图 获得其他的附图。 图1为本发明实施例1一种激光金属增材沉积温度控制方法的流程图; 图2为本发明实施例2一种激光金属增材沉积温度控制系统的结构示意图; 图3为本发明实施例2一种激光金属增材沉积温度控制系统的使用流程图; 图4为本发明实施例1温度采集点的示意图; 5 CN 111545937 A 说 明 书 3/7 页 图5为实验一实验过程的温度图; 图6为实验二实验过程的温度图; 图7为实验一薄壁墙的实验结果图; 图8为实验二薄壁墙的实验结果图; 图9为实验一与实验二薄壁墙实验结果的侧面对比图; 图10为实验三和实验四钛合金块体实验结果的对比图; 图11为实验三和实验四钛合金块体宏观组织图。 符号说明: 1-库卡机器人、2-基板、3-送粉喷头、4-光纤支架、5-红外测温仪、6-工控机、7-熔 池、8-沉积层、9-熔池正后方特定区域。











