
技术摘要:
本发明提供一种工具寿命较长且加工面品质优良的被覆切削工具,其具备基材与被覆层,被覆切削工具具有至少1个后刀面、至少1个前刀面及连接后刀面和前刀面的被倒圆的珩磨部,被覆层从基材侧依次包含下部层、中间层和上部层,下部层含有一层以上的由特定Ti化合物构成的Ti 全部
背景技术:
以往,利用化学气相沉积法在由硬质合金制成的基材的表面以3~20μm的总膜厚 蒸镀形成被覆层而制成的被覆切削工具被用于钢、铸铁等的切削加工。作为该被覆层,已知 存在例如具有钛化合物、氧化铝(Al2O3)等的单层或它们的两种以上的多层的被覆层。 在专利文献1中记载了一种表面被覆切削工具,其特征在于,在由碳化钨基硬质合 金构成的工具基体的表面上,蒸镀形成由钛化合物层构成的下部层和由氧化铝层(Al2O3层) 构成的上部层作为硬质被覆层,其中由氧化铝层(Al2O3层)构成的上部层的(006)面取向系 数TC(006)为1 .8以上,并且,(104)面的峰强度I(104)与(110)面的峰强度I(110)之比I (104)/I(110)为0.5~2.0,氧化铝层(Al2O3层)内的残余应力值的绝对值为100MPa以下。 专利文献 专利文献1:日本特开2013-132717号公报
技术实现要素:
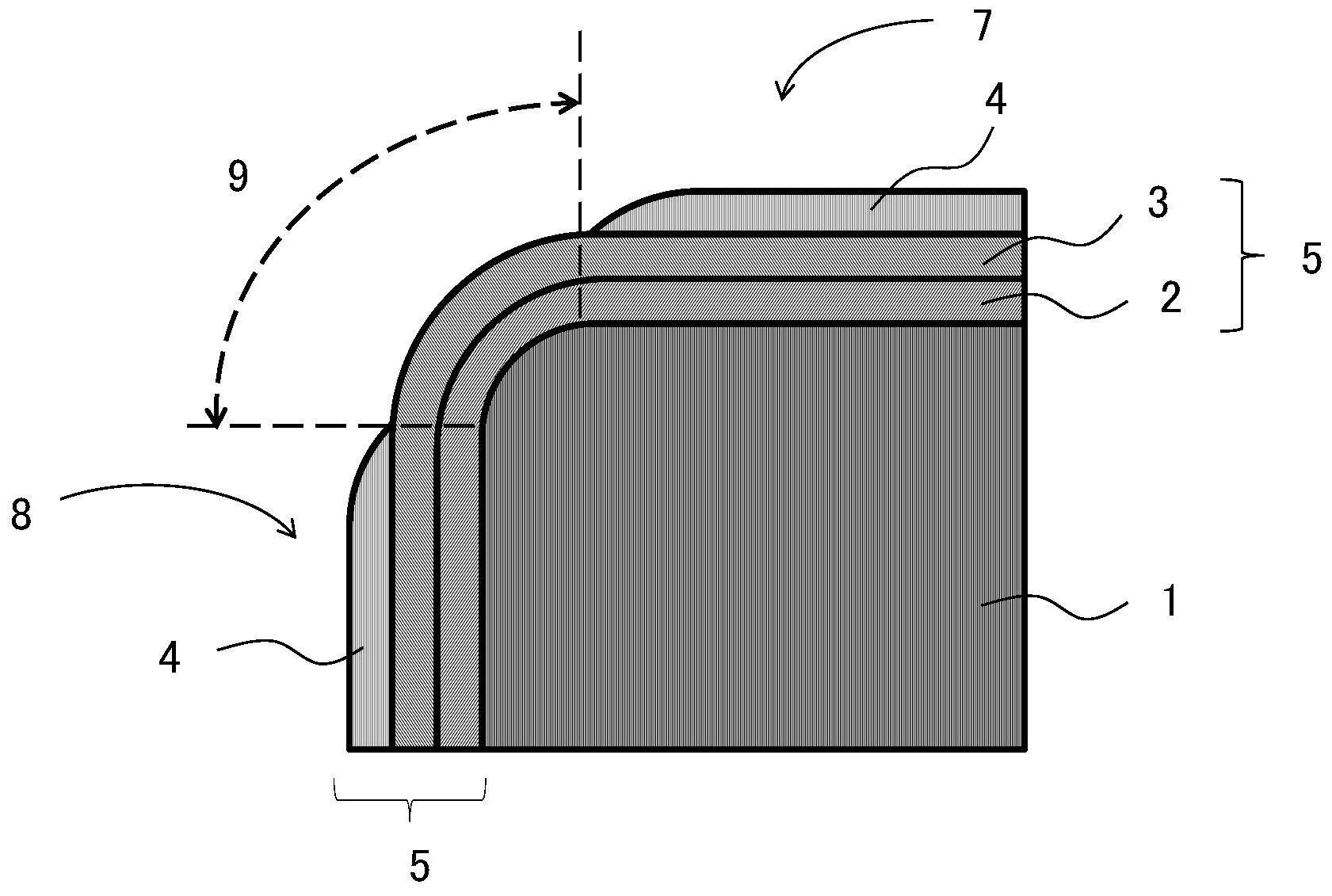
在近年来的切削加工中,高进给化以及深进刀化更加显著,与以往相比要求提高 切削工具的耐磨性以及耐缺损性。而且近年来,如钢的高速切削等对被覆切削工具施加大 负荷的切削加工逐渐增加,在这样的苛刻的切削条件下,在以往的被覆切削工具中会产生 由于被覆层的粒子脱落而导致的凹陷磨损(crater wear)以及熔敷导致的缺损。由此导致 出现工具寿命缩短的问题。 并且,在被覆切削工具中,一旦被切削材料的切削物等熔敷于实际参与切削的部位,则 会发生损伤被切削材料的加工面并产生白浊等加工面品质的问题。 本发明是鉴于上述情况而完成的,目的在于提供一种表现出较长的工具寿命、优 良的加工面品质的被覆切削工具。 本发明人从上述观点出发,对被覆切削工具的工具寿命的延长和加工面品质的并 存进行了反复研究。 并且,得到如下见解,即,通过使被覆切削工具的被覆层包含具有特定材料的下部层、 中间层以及上部层,使中间层中的后述RSA以及上部层的后述RSB在指定范围内,使被覆层 的平均厚度在指定范围内,并使中间层在被覆切削工具的珩磨部处露出,可得到表现出较 长工具寿命和优良的加工面品质的被覆切削工具。 即,本发明如下。 [1] 一种被覆切削工具,其具备基材、与形成于上述基材上的被覆层, 上述被覆切削工具具有至少1个后刀面、至少1个前刀面、以及连接上述后刀面和上述 前刀面的被倒圆(rounding)的珩磨部, 4 CN 111570832 A 说 明 书 2/20 页 上述被覆层从上述基材侧依次包含下部层、中间层和上部层, 上述下部层含有一层或两层以上的由Ti化合物构成的Ti化合物层,上述Ti化合物为 Ti、与选自C、N、O以及B所组成的群组中的至少1种元素组成的Ti化合物, 上述中间层含有α型Al2O3, 上述上部层含有以下述式(1)表示的化合物: Ti(C1-x-yNxOy) (1) (式中,x为N相对于C、N以及O的总量的原子比,y为O相对于C、N以及O的总量的原子比, 并满足0.15≤x≤0.65、0≤y≤0.20。) 上述被覆层的上述后刀面侧中的平均厚度为5.0μm以上30.0μm以下, 位于从上述中间层的上述上部层侧的界面朝向上述基材侧至1μm为止的距离,并与上 述基材和上述下部层之间的界面平行的第1截面满足下述式(i)表示的条件, RSA≥40 (i) (式中,RSA为在上述第1截面中,取向差A为0度以上且不足10度的粒子的截面积相对于 取向差A为0度以上45度以下的粒子的截面积的比例(单位:面积%),取向差A为上述第1截 面的法线与上述中间层中的α型Al2O3的粒子的(001)面的法线所形成的角度(单位:度)。) 位于从上述上部层的上述中间层侧的界面朝向其相反侧的界面至1μm为止的距离,并 与上述基材和上述下部层之间的界面平行的第2截面满足下述式(ii)表示的条件, RSB≥40 (ii) (式中,RSB为在上述第2截面中,取向差B为0度以上且不足10度的粒子的截面积相对于 取向差B为0度以上45度以下的粒子的截面积的比例(单位:面积%),取向差B为上述第2截 面的法线与上述上部层中的式(1)表示的化合物的粒子的(111)面的法线所成的角度(单 位:度)。) 上述中间层至少在上述珩磨部中露出。 [2] 如[1]所述的被覆切削工具,其中,上述中间层在上述前刀面的从与上述珩磨部的边界 至3mm为止的区域内也露出。 [3] 如[1]或[2]所述的被覆切削工具,其中,在上述后刀面侧中,上述上部层的平均厚度为 1.0μm以上6.0μm以下。 [4] 如[1]至[3]中任一项所述的被覆切削工具,其中,在上述后刀面侧中,上述中间层的平 均厚度为3.0μm以上15.0μm以下。 [5] 如[1]至[4]中任一项所述的被覆切削工具,其中,在上述后刀面侧中,上述下部层的平 均厚度为3.0μm以上15.0μm以下。 [6] 如[1]至[5]中任一项所述的被覆切削工具,其中,上述Ti化合物层中的上述Ti化合物 为选自TiN、TiC、TiCN、TiCNO、TiON以及TiB2所组成的群组中的至少1种。 [7] 5 CN 111570832 A 说 明 书 3/20 页 如[1]至[6]中任一项所述的被覆切削工具,其中,上述基材为硬质合金、金属陶瓷、陶 瓷或立方晶氮化硼烧结体。 本发明可以提供一种表现出较长的工具寿命和优良的加工面品质的被覆切削工 具。 附图说明 图1为表示本实施方式的被覆切削工具的一个例子的截面模式图。 图2为表示本实施方式的被覆切削工具的一个例子的截面模式图。 图3为表示本实施方式的被覆切削工具的一个例子的截面模式图。











